
2.3.2 运动控制指令
1.快速点定位指令(G00)
G00指令要求刀具以点位控制方式从刀具所在位置用最快的速度移动到指定位置。它只实现快速移动,并保证在指定的位置停止,在移动时对运动轨迹与运动速度并没有严格的精度要求。如果两坐标轴的脉冲当量和最大速度相等,运动轨迹是一条45°斜线,如果是一条非45°斜线,刀具的运动轨迹可能是一条折线。例如图2-13,使用快速点定位指令G00编写程序,程序的起始点是工件坐标系原点0,先从0点快速移动到参考点A,紧接着快速移至参考点B,执行程序时刀具移动轨迹是两条折线,如图2-13粗线所示。其程序如下:
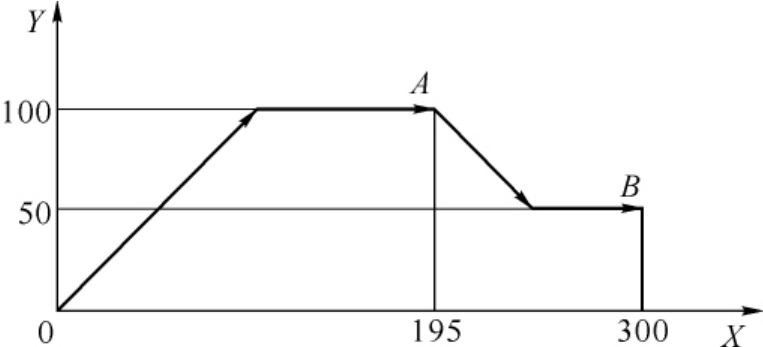
图2-13 快速点定位
采用绝对尺寸编程方式,则
G90G00X195.0Y100.0;由0快速移至A点
X300.0Y50.0;由A快速移至B点
采用增量尺寸编程方式,则
G91G00X195.0Y100.0;由0快速移至A点
X105.0Y-50.0;由A快速移至B点
使用G00时,应注意以下几点:
(1)G00是模态指令,上面例子中,由A点到B点实现快速点定位时,因前面程序段已设定了G00,后面程序段就可不再重复设定G00,只写出坐标值即可。
(2)快速点定位移动速度不能用程序指令设定,它的速度已由生产厂家预先调定或由引导程序确定。若在快速点定位程序段前设定了进给速度F,指令F对G00程序段无效。
(3)快速点定位G00执行过程是刀具由程序起始点开始加速移动至最大速度,然后保持快速移动,最后减速到达终点,实现快速点定位。这样可以提高数控机床的定位精度。
2.直线插补指令(G01)
直线插补也称直线切削,它的特点是刀具以直线插补运算联动方式由某坐标点移动到另一坐标点,移动速度是由进给功能指令F设定。机床执行G01指令时,在该程序段中必须含有F指令。G01和F都是模态指令。
图2-14是使用G01指令编程实例,坐标系原点0是程序起始点,要求刀具由0点快速移至A点,然后沿AB、BC、CA实现直线切削,再由C点快速返回程序起始点。其程序如下:
用绝对尺寸编程方式:
N001M03S300T01; 主轴正转转速300r/min,使用一号刀具
N002G90G00X24.0Y30.0; 快速移至A点
N003G01X96.0Y70.0F100; 以100mm/min进给速度加工直线段AB
N004 X168.0Y50.0; 加工直线段BC,进给速度不变
N005 X24.0Y30.0; 加工直线段CA,进给速度不变
N006G00X0Y0M02; 快速返回O点,程序结束
用增量尺寸编程方式:
N001G91G00X24.0 Y30.0S300T01M03;
N002 G01X72.0 Y40.0F100;
N003 X72.0 Y-20.0;
N004 X-144.0Y-20.0;
N005 G00X-24.0 Y-30.0M02;
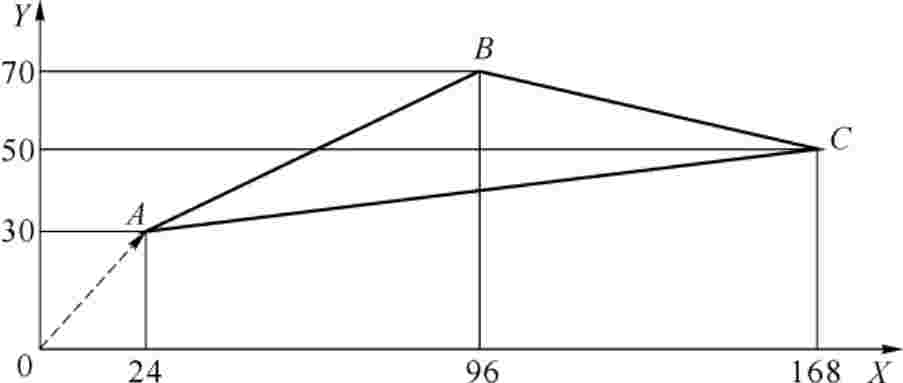
图2-14 G01编程举例
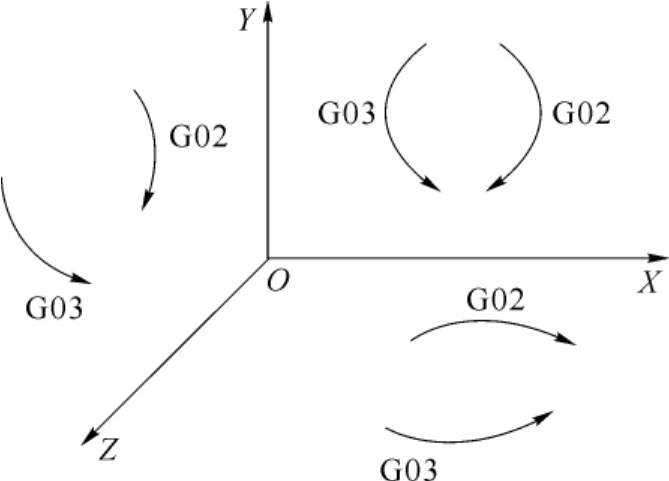
图2-15 圆弧插补方向判别
3.圆弧插补指令(G02、G03)
圆弧插补指令可以自动加工圆弧曲线。G02是顺时针方向圆弧插补指令,G03是逆时针方向圆弧插补指令。各坐标平面的圆弧插补方向如图2-15所示。在圆弧插补程序段中必须包含圆弧的终点坐标值(X、Y、Z)和圆心相对圆弧起点的坐标值(I、J、K)或圆弧的半径(R),同时应指定圆弧插补所在的坐标平面。
在XY坐标平面上程序段格式:
G17 G02(G03)X_Y_I_J_F_;
或 G17 G02(G03)X_Y_R_F_;
在XZ坐标平面上程序段格式:
G18 G02(G03)X_Z_I_K_F_;
或 G18 G02(G03)X_Z_R_F_;
在YZ坐标平面上程序段格式:
G19 G02(G03)Y_Z_J_K_F_;
或 G19 G02(G03)Y_Z_R_F_;
机床只有一个平面时,平面指令可省略;当机床有三个坐标平面时,因为通常在XY平面内加工平面轮廓曲线,开机后自动进入G17指令状态,在编写程序时,也可以省略。
采用圆弧R编程时,从起始点到终点存在两条圆弧线段,它们的编程参数完全一样,如图2-16所示。图中两条顺时方向圆弧,不但起始点一致,而且圆弧半径相等。为了区分这两种情况,编程时规定:当圆心角小于或等于180°时,如图中n段圆弧,用正半径值(+R)表示圆弧半径;当圆心角大于180°时,如图中m段圆弧,用负半径值(-R)表示圆弧半径。
采用圆弧圆心相对圆弧起点坐标值(I、J、K)编程时,相对坐标值的大小和方向与圆弧方向矢量有关。所谓圆弧方向矢量就是圆弧线起始点指向圆弧圆心的一条矢量线,矢量方向指向圆心,如图2-17所示。图中,矢量AO是XY坐标平面上圆弧 的方向矢量,I、J是方向矢量在X、Y坐标轴上分矢量,若分矢量与坐标轴正方向一致时取正值,与坐标轴正方向相反时取负值。图中I、J的坐标值均取负值。
的方向矢量,I、J是方向矢量在X、Y坐标轴上分矢量,若分矢量与坐标轴正方向一致时取正值,与坐标轴正方向相反时取负值。图中I、J的坐标值均取负值。
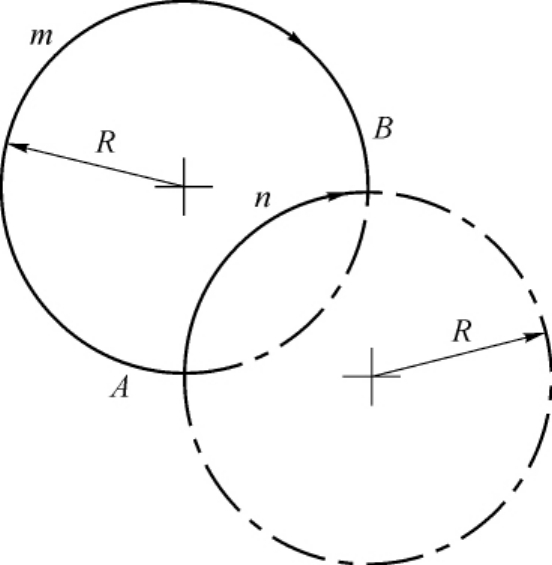
图2-16 用R编程时两条圆弧线处理
图2-17 圆弧方向矢量
编程时,圆弧线的终点坐标可采用绝对尺寸值(G90)表示。也可以采用终点相对起点的增量尺寸值(G91)表示。图2-18中的曲线段是由三段圆弧线段组成,以此为例,讨论圆弧编程方法。
(1)使用圆弧半径R编程
绝对尺寸编程方式:
G92 X0 Y-15.0; 坐标系设定
G90G03X15.0Y0 R15.0F100; 由A移至B
G02X55.0Y0 R20.0; 由B移至C
G03X80.0Y-25.0R-25.0; 由C移至D
增量尺寸编程方式:
G91G03X15.0Y15.0R15.0F100;
G02X40.0Y0 R20.0;
G03X25.0Y-25.0R-25.0;
(2)使用分矢量I、J编程绝对尺寸编程方式:
G92 X0 Y-15.0;
G90G03X15.0Y0 I0 J15.0F100;
G02X55.0Y0 I20.0J0;
G03X80.0Y-25.0I0 J-25.0;
增量尺寸编程方式:
G91G03X15.0Y15.0 I0 J15.0F100;
G02X40.0Y0 I20.0J0;
G03X25.0Y-25.0I0 J-25.0;
在程序中若分矢量为零(I0或J0)时,可以省略。
如果圆弧是一个封闭整圆,只能使用分矢量编程。图2-19是一封闭整圆,要求由A点开始,实现逆时针圆弧插补并返回A点,其程序段格式为:
G90G03X20.0Y0I-20.0J0F100;
或 G91G03X0Y0I-20.0J0F100;
图2-18 圆弧编程
图2-19 封闭整圆编程
对数控车床圆弧插补方向判别:从Y轴负方向去观察顺时针就用顺时针圆弧插补指令G02,逆时针就用逆时针圆弧插补指令G03。在数控车床上刀架有后置刀架和前置刀架两种情况,圆弧插补G02/G03方向的规定如图2-20所示。
图2-20 圆弧插补G02/G03方向的规定
例:如图2-21(a)所示,用顺时针圆弧插补指令完成程序编制。
方法一:用I、K表示圆心位置,绝对值编程:
………
N03G00X20.0Z2.O;
N04G01Z-22.0F0.2;
N05G02X36.0Z-30.0I8.0K0F0.1;
………
增量值编程
………
N03G00U-18.0W-98.0;
N04G01W-24.0F0.2;
N05G02U16.0W-8.0I8.0K0F0.1;
………
方法二:用R表示圆心位置:
………
N03G00X20.0Z2.O;
N04G01Z-22.0F0.2;
N05G02X36.0Z-30.0R8.0F0.1;
………
例:如图2-21(b)所示,用逆时针圆弧插补指令完成程序编制。
方法一:用I、K表示圆心位置,绝对值编程:
………
N03G00X20.0Z2.O;
N04G01Z-30.0F0.2;
N05X24.0;
N06G03X40.0Z-38.0I0K-8.0F0.1;
………
增量值编程
………
N03G00U-180.0W-98.0;
N04G01W-30.0F0.2;
N05U4.0;
N06G03X16.0W-8.0I0K-8.0F0.1;
………
方法二:用R表示圆心位置:
………
N03G00X20.0Z2.O;
N04G01Z-30.0F0.2;
N05X24.0;
N06G03X40.0Z-38.0R8.0F0.1;
………
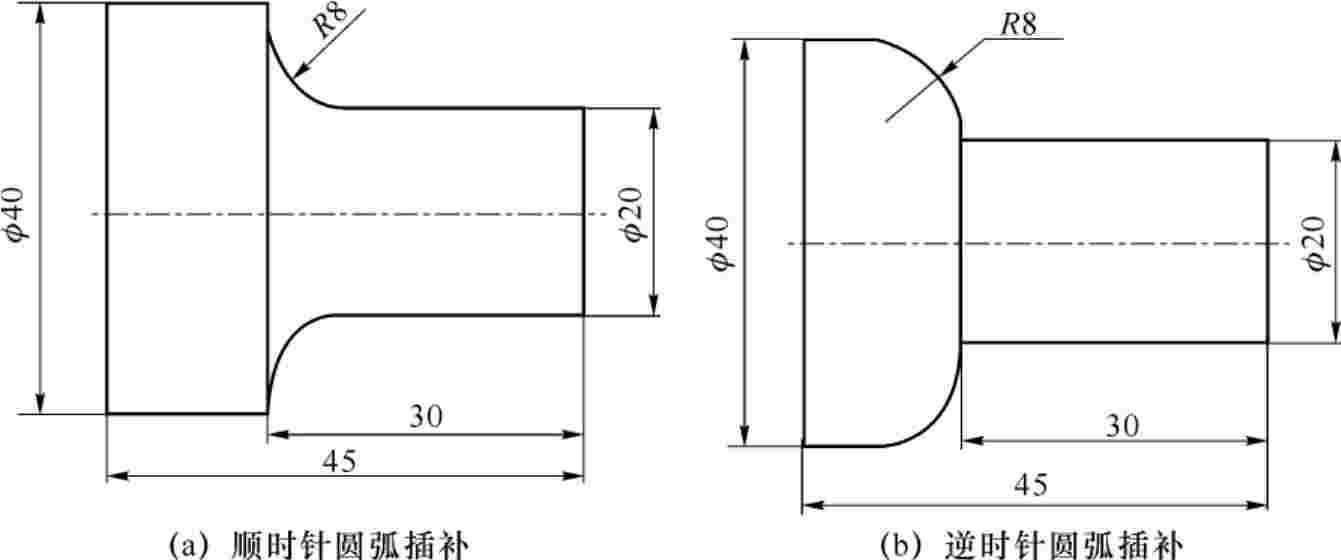
图2-21 圆弧插补例题图
4.暂停(延时)指令(G04)
在进行锪孔、车槽、车台阶轴清根等加工时,常要求刀具在短时间内实现无进给光整加工,此时可以用G04指令实现暂停,暂停结束后,继续执行下一段程序。
指令格式:G04β_;
符号β是地址,常用X、P等地址字符表示,大多数机床都采用X,这里的X和坐标系中使用的X没有任何关系。若脉冲当量是0.001mm时,停留时间范围是0.001~99 999.999s;也可用工件旋转的转数表示暂停的长短,其含义是执行暂停指令时工件旋转,刀具不动,只有当工件旋转的转数等于设定值时,立即执行下一段程序。
图2-22是锪孔加工,锪钻进给速度为100mm/min,进给距离7.5mm,停留3s后,快退10mm,其加工程序为:
G91G01Z-7.5F100 ; 刀具向下进给7.5mm锪孔
G04X3.0 ; 刀具继续旋转而进给停止3s
G00Z10.0 ;刀具快速上升10mm
G04是非模态指令,只在本程序段中有效。
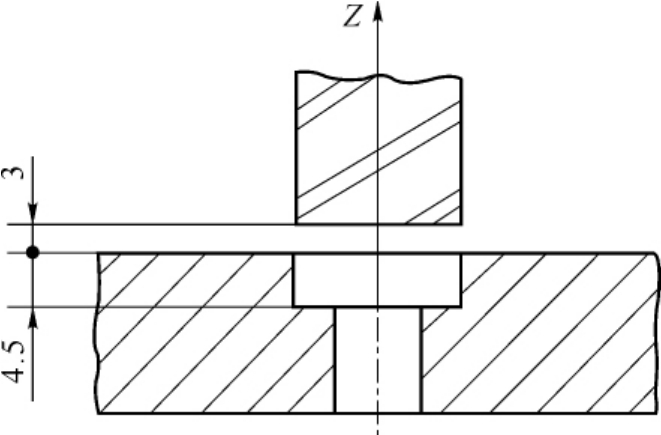
图2-22 锪孔加工
5.返回参考点指令(G27、G28、G29)
这里的参考点是指机械零点或由参数设定的基准点。指令通常用来在参考点换刀,所以返回参考点可以理解为返回换刀点。
(1)返回参考点校验(G27)
G27指令可以检查机床是否准确返回参考点,其程序格式为:
G27X_Y_;
数控机床执行G27指令时,各坐标轴以快速点定位的方式返回各坐标轴参考点,同时,参考点指示灯亮。使用G27指令时,应取消刀具补偿功能,否则机床无法返回参考点。
G27指令执行后,数控系统继续执行下面程序段,若需要机床停止,应在G27程序段后加M00或M01等辅助功能。
(2)自动返回参考点(G28)
G28指令可以使刀具从任何位置以快速定位方式经过中间点返回参考点,到达参考点时,返回参考点指示灯亮。其程序格式为:
G28X_Y_;
X、Y中的坐标值是中间点的坐标值,参考点的坐标值不需要指定。G28指令常用于刀具自动换刀的程序段,执行时应取消刀具补偿功能。
(3)从参考点自动返回(G29)
其程序格式为:G29X_Y_;
X、Y中的坐标值是返回点的坐标值。该指令使刀具从参考点以快速点定位方式经过中间点返回到G29指令中设定的返回点,中间点的坐标值不需要指定,由前面程序段G28指令中设定。
机床刀架需要在参考点进行自动换刀时,常使用G28、G29功能,图2-23是G28、G29功能应用实例,按绝对值编程格式如下:
G28X90.0Z158.0T0100;由A点快速移至B点,再移至R点取下1号刀
G00 T0202; 换上2号刀具
G29X30.0Z216.0; 由参考点返回经参考点B再到参考点C
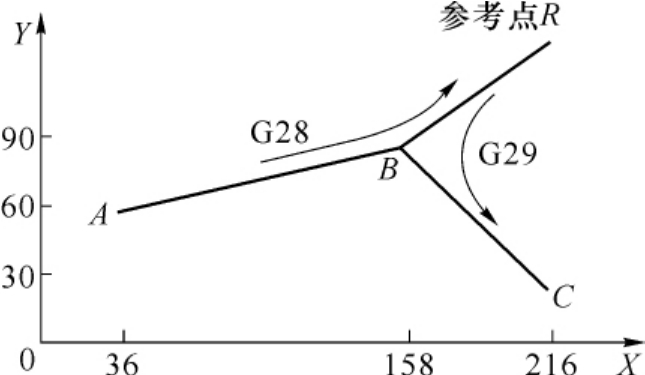
图2-23 G28和G29应用实例
上一篇:彭水县苗族民歌传承人
下一篇:关于“以股抵债”的定价




.jpg)
.jpg)
