
三、焊条的型号和牌号
1.碳钢焊条型号
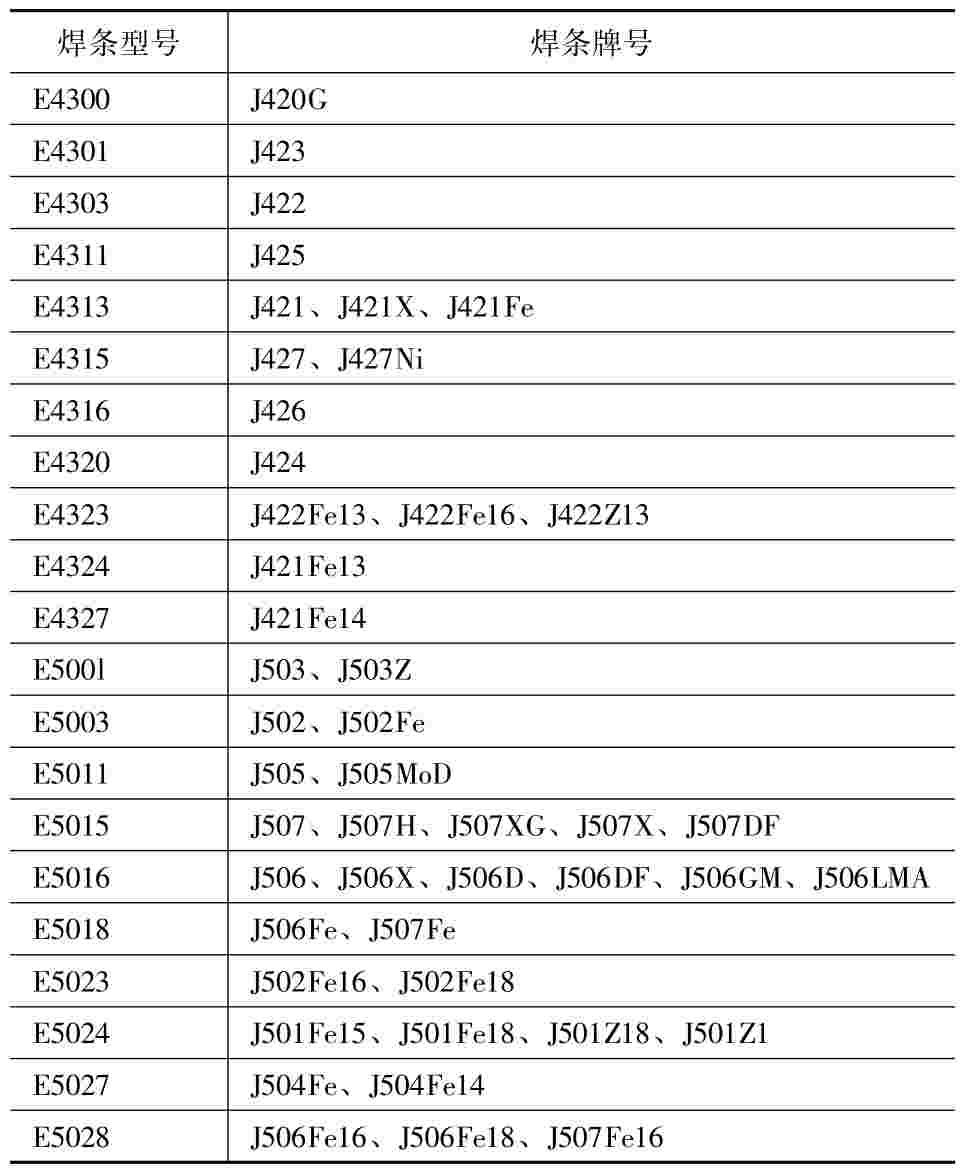
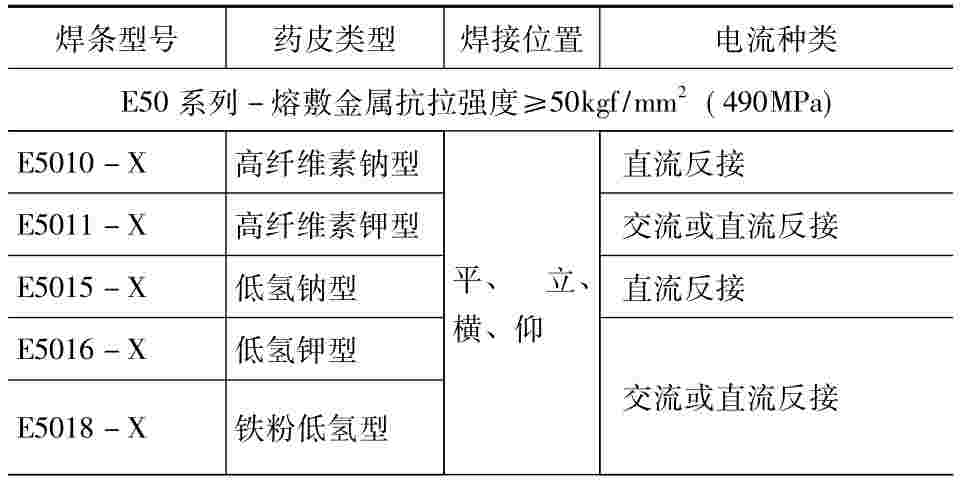
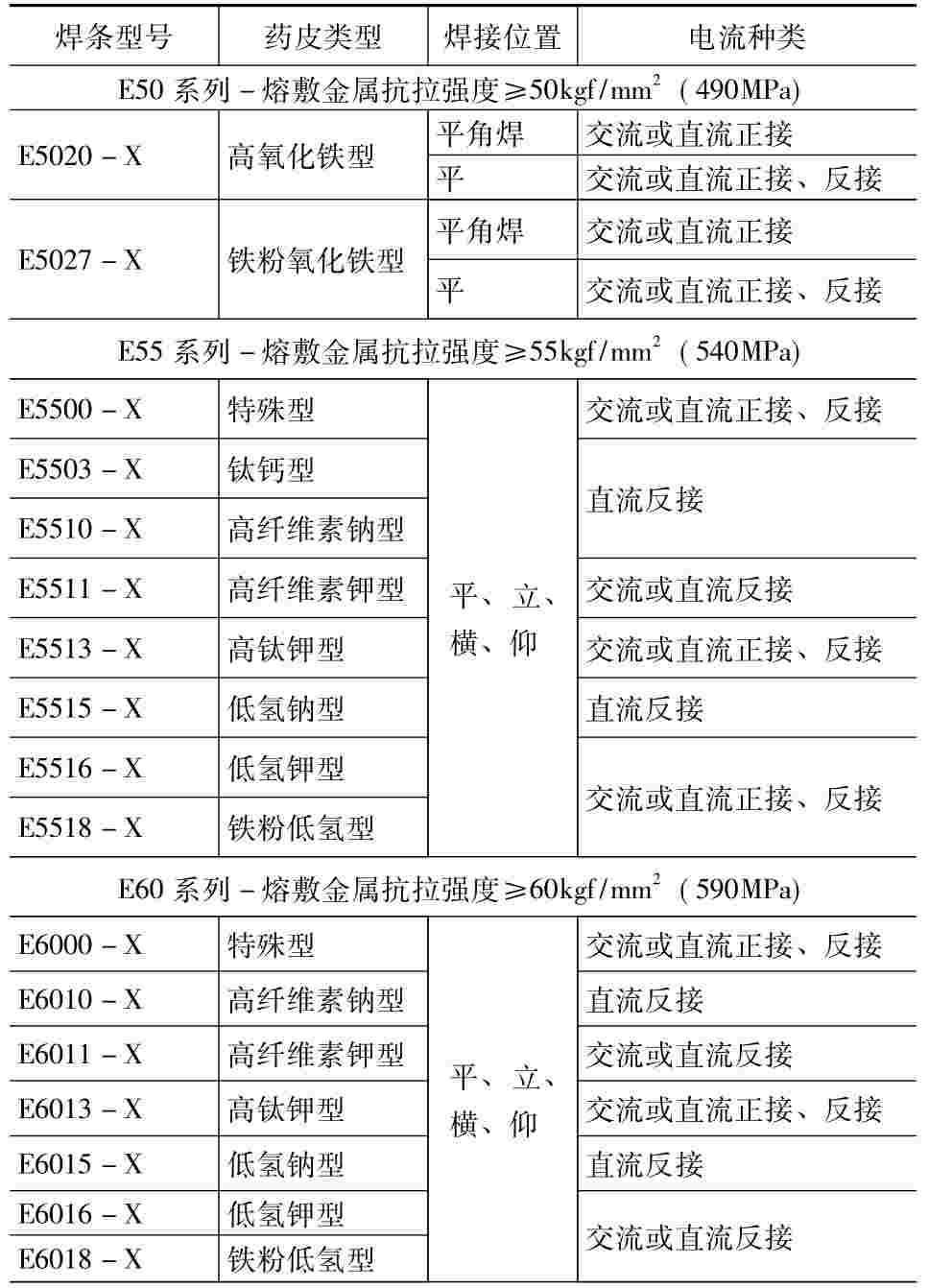
GB5117—1995《碳钢焊条》规定,碳钢焊条型号按熔敷金属抗拉强度、药皮类型、焊接位置和电流种类划分,见表3-5。碳钢焊条型号与牌号对照见表3-6。
表3-5 碳钢焊条型号
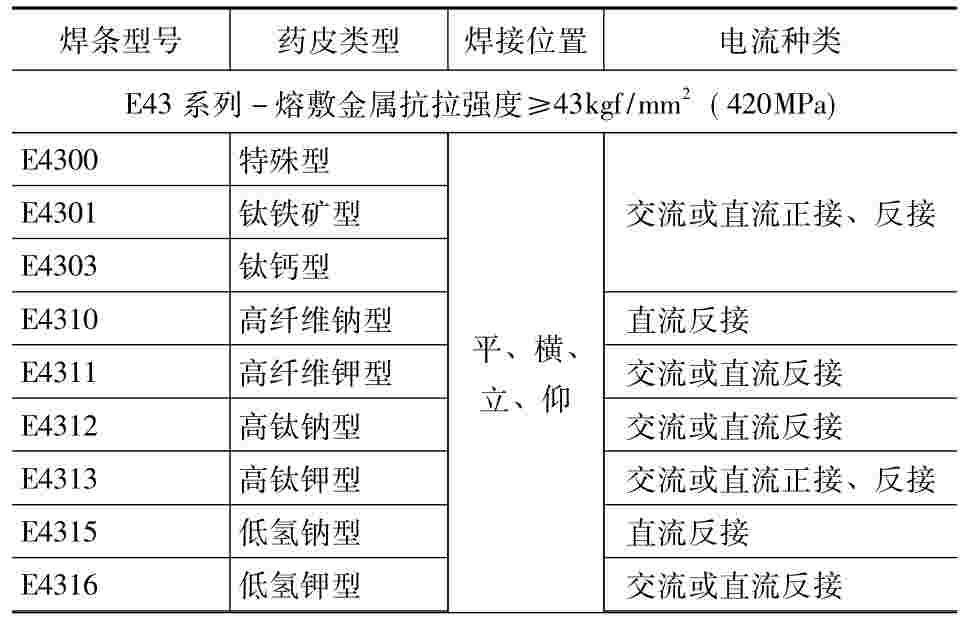
续表
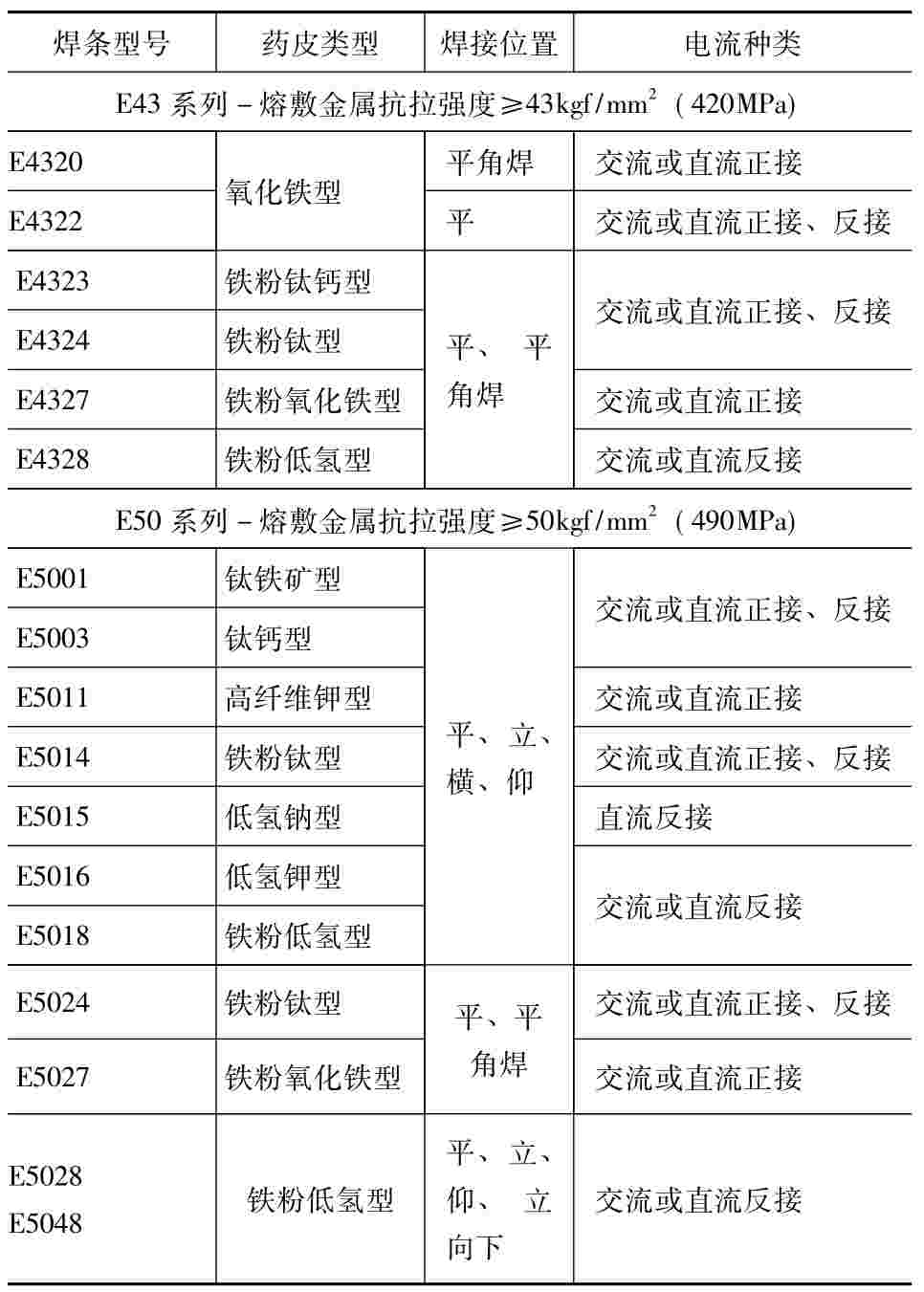
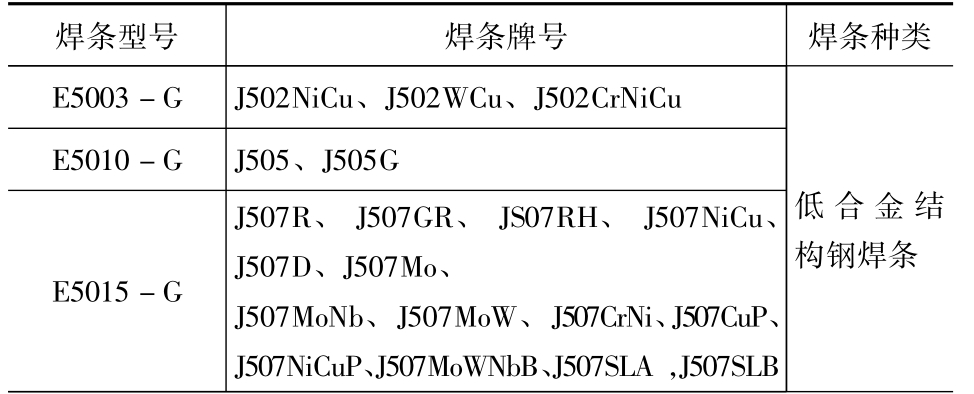
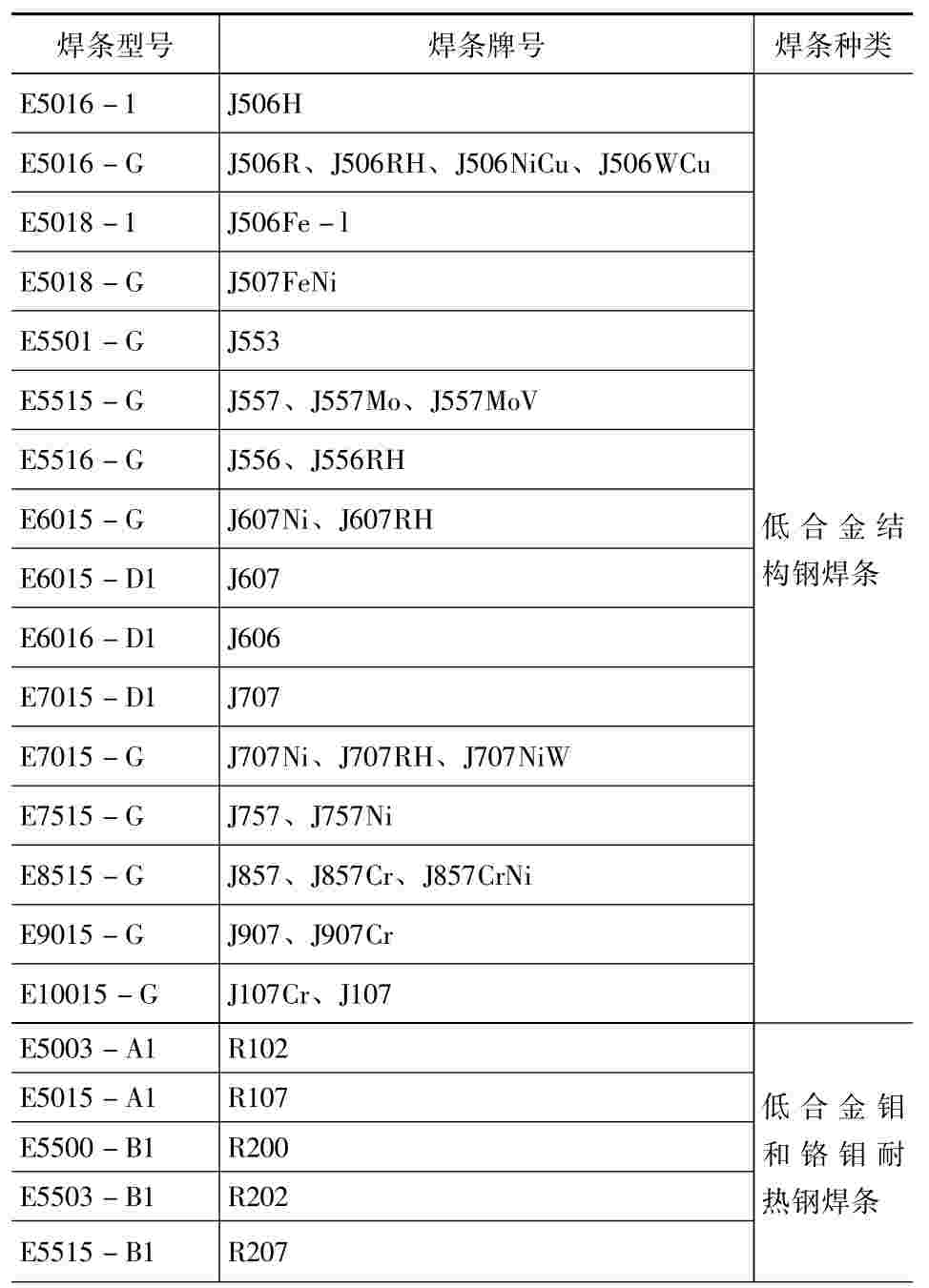
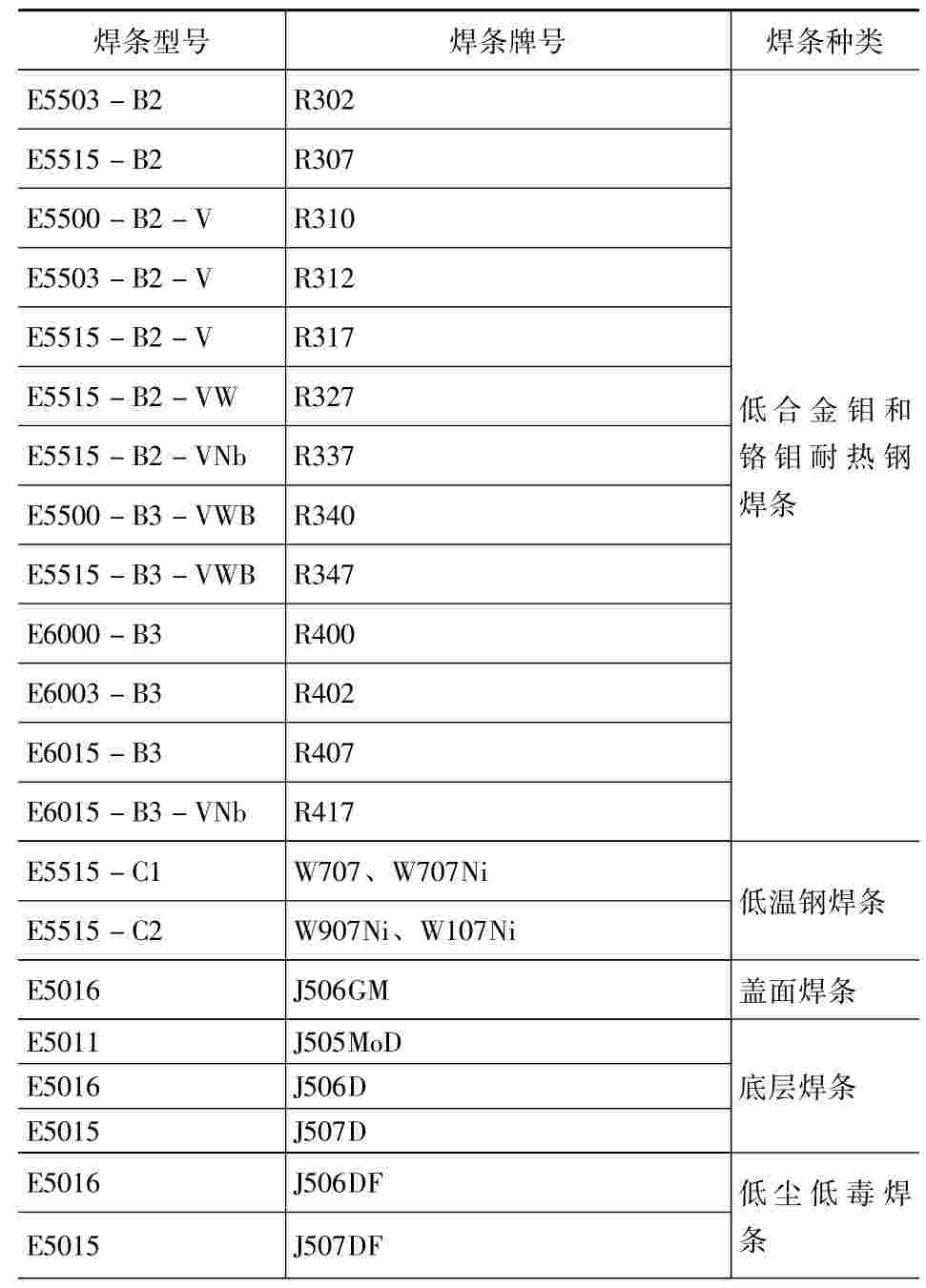
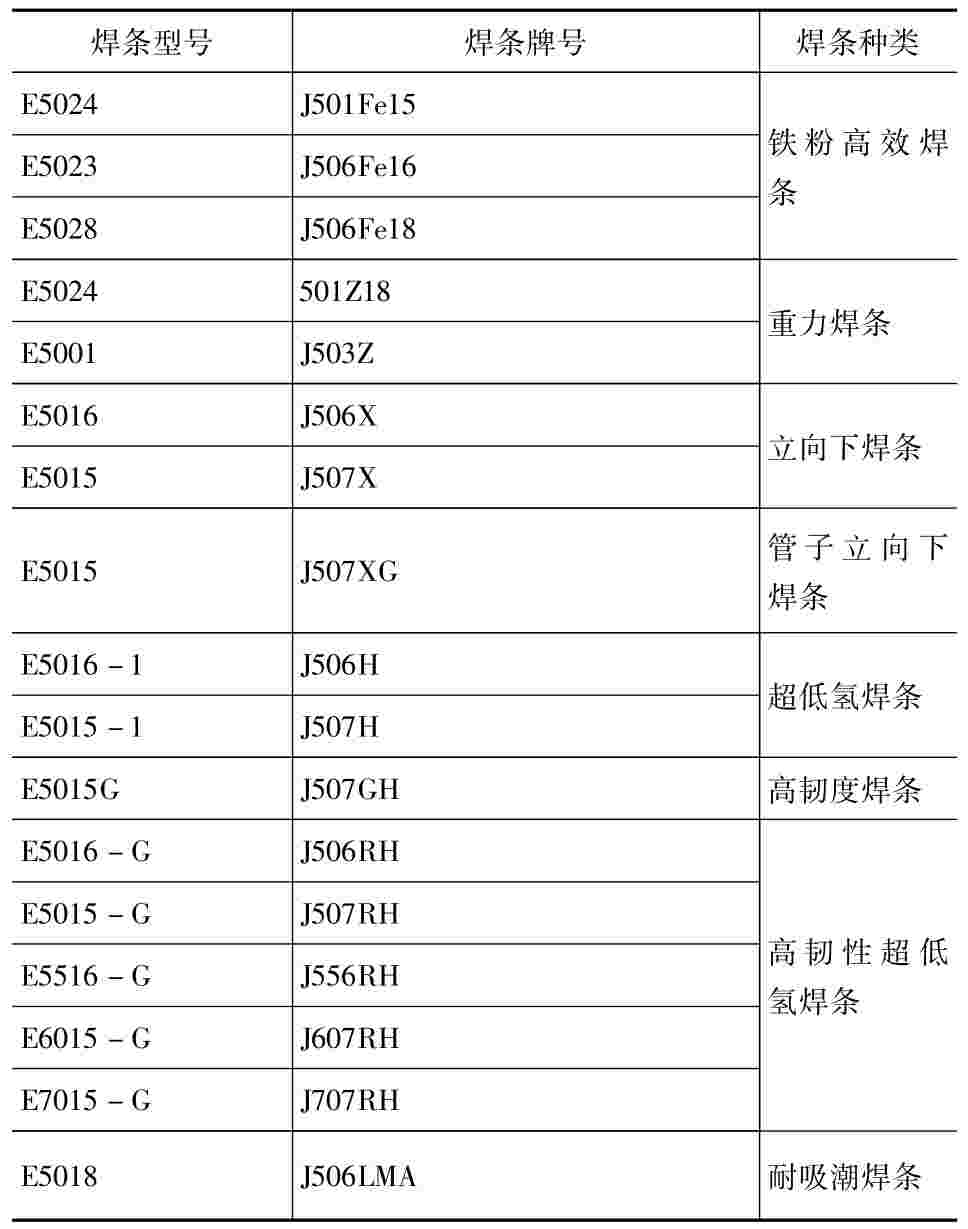
表3-6 碳钢焊条型号与牌号对照表
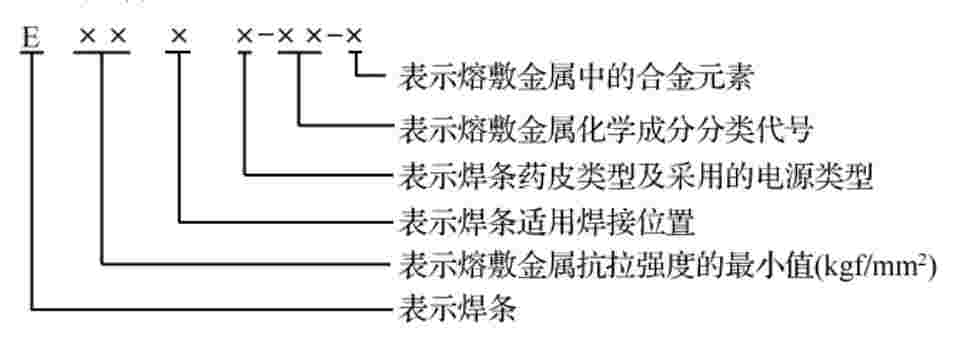
(1)碳钢焊条型号编制方法。
首字母“E”表示焊条。前面的两位数字表示熔敷金属抗拉强度的最小值,单位为kgf/mm2(1kgf/mm2= 9.81MPa)。第三位数字表示焊条适用的焊接位置,“0”和“1”表示焊条适用于全位置焊接,“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于向下立焊。第三位和第四位数字组合时表示焊接电流种类及药皮类型。在第四位数字后附加“R”表示耐吸潮焊条,附加“M”表示耐吸潮和力学性能有特殊规定的焊条,附加“-1”表示冲击性能有特殊规定的焊条。
碳钢焊条型号的表示方法如下:
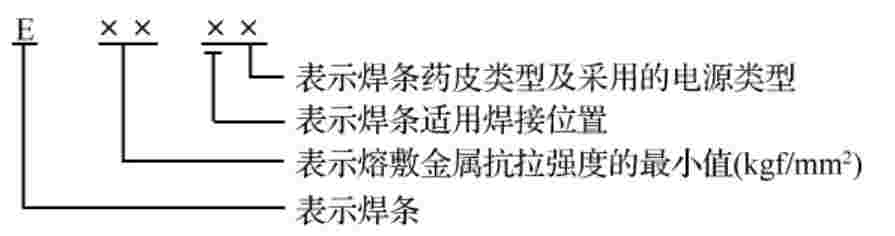
碳钢焊条型号示例:E4315表示的是碳钢焊条;熔敷金属的抗拉强度最小值≥43kgf/mm2(≥420MPa);适于全位置焊接;药皮类型为低氢钠型;应采用直流反接。
(2)结构钢焊条(包括低合金高强钢焊条)的牌号编制方法。
焊条牌号用首字母“J”(或“结”字)表示结构钢焊条,牌号前两位数字表示熔敷金属抗拉强度的最低值(kgf/mm2),牌号第三位数字表示药皮类型和焊接电源种类。药皮中铁粉含量约为30%或熔敷效率105%以上,在牌号末尾加注“Fe”字及2位数字(以效率的1/10表示)。结构钢焊条有特殊性能和用途的,在牌号后面加注起主要作用的元素或主要用途的拼音字母(一般不超过两个),如J507MoV、J507CuP。
结构钢钢焊条牌号的表示方法如下:
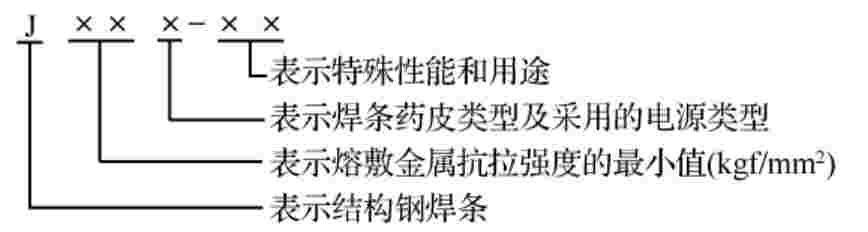
结构钢钢焊条牌号示例:J507(结507)焊条:“J”(结)表示结构钢焊条,牌号中前两位数字表示熔敷金属抗拉强度的最低值为50kgf/mm2,第三位数字“7”表示药皮类型为低氢钠型,直流反接电源。按照GB/T5l17—1995,它应符合E5015型焊条要求。
2.低合金钢焊条型号
GB5118—1995《低合金钢焊条》规定,低合金钢焊条型号按熔敷金属的力学性能、化学成分、药皮类型、焊接位置和焊接电流种类划分,见表3-7。低合金钢焊条型号与牌号对照见表3-8。
表3-7 低合金钢焊条型号
续表
续表

表3-8 低合金钢焊条型号与牌号对照
续表
续表
续表
(1)低合金钢焊条型号编制方法。
低合金钢焊条型号编制方法与碳钢焊条基本相同,但后缀字母为熔敷金属化学成分的分类代号,并以短划“-”与前面数字分开。如还有附加化学成分时,附加化学成分直接用元素符号表示,并以短划“-”与前面后缀字母分开。
低合金钢焊条型号的表示方法如下:
(2)钼和铬钼耐热钢焊条的牌号。
焊条牌号首字母用“R”(或“热”字)表示钼和铬钼耐热钢焊条。牌号第一位数字表示熔敷金属主要化学成分组成。牌号第二位数字表示熔敷金属主要化学成分组成等级中的不同牌号,对于同一组成等级的焊条,可有10个序号,按0、1、2、…、9顺序编排,以区别铬钼之外的其他成分。牌号第三位数字表示药皮类型和焊接电源种类。
钼和铬钼耐热钢焊条的牌号表示方法如下:
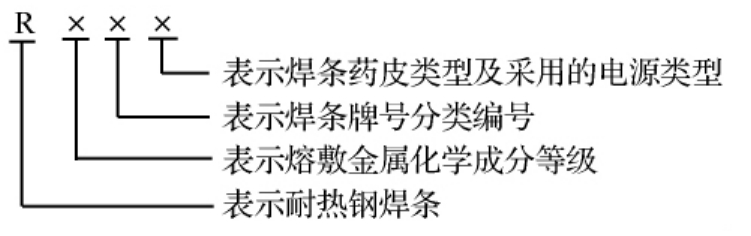
钼和铬钼耐热钢焊条牌号示例:R347表示钼和铬钼耐热钢焊条;熔敷金属化学成分等级为铬含量约1%,钼含量约0.5%;焊条牌号分类编号为4;低氢钠型药皮,直流电源。
(3)低温钢焊条牌号。
焊条牌号用首字母“W”(或“温”字)表示低温钢焊条。牌号前两位数字表示低温钢焊条工作温度等级,牌号第三位数字表示药皮类型和焊接电源种类。
低温钢焊条的牌号表示方法如下:
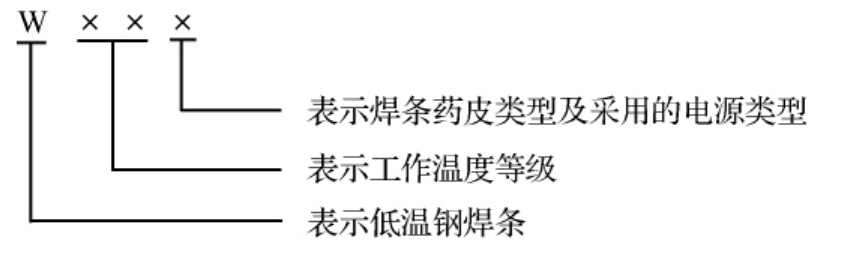
低温钢焊条的牌号示例:W707表示低温钢焊条;工作温度等级为-70℃;低氢钠型药皮,直流电源。
3.不锈钢焊条型号
GB/T983—1995《不锈钢焊条》规定,不锈钢焊条型号按熔敷金属的化学成分、力学性能、焊接电源种类和焊接位置划分,见表3-9。不锈钢焊条牌号与型号及AWS标准型号对照见表3-10。
表3-9 不锈钢焊条的药皮类型和焊接位置

续表
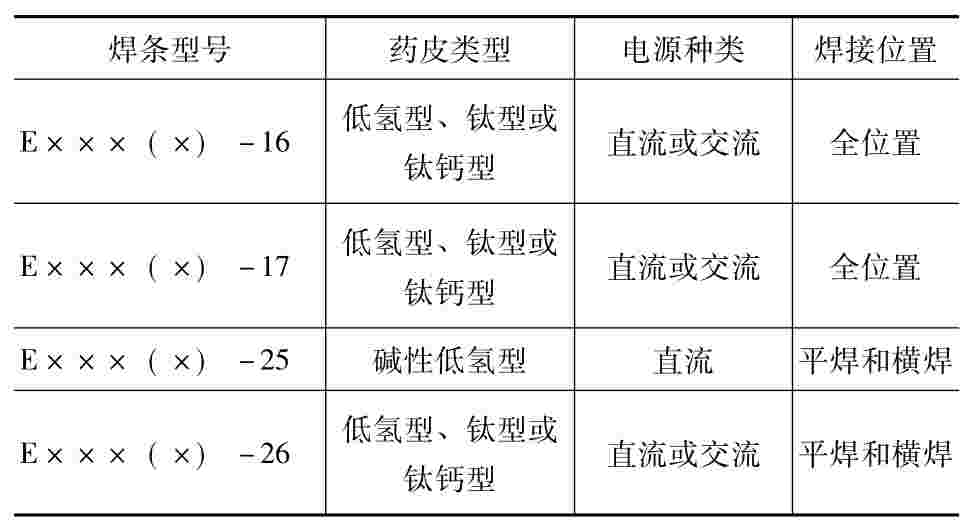
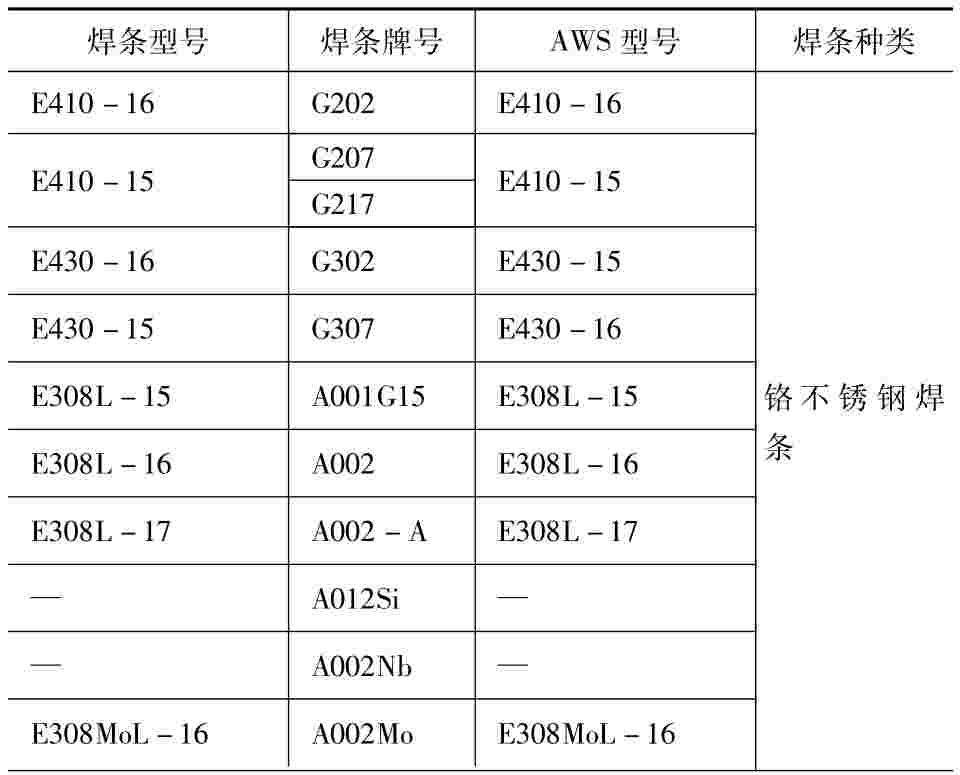
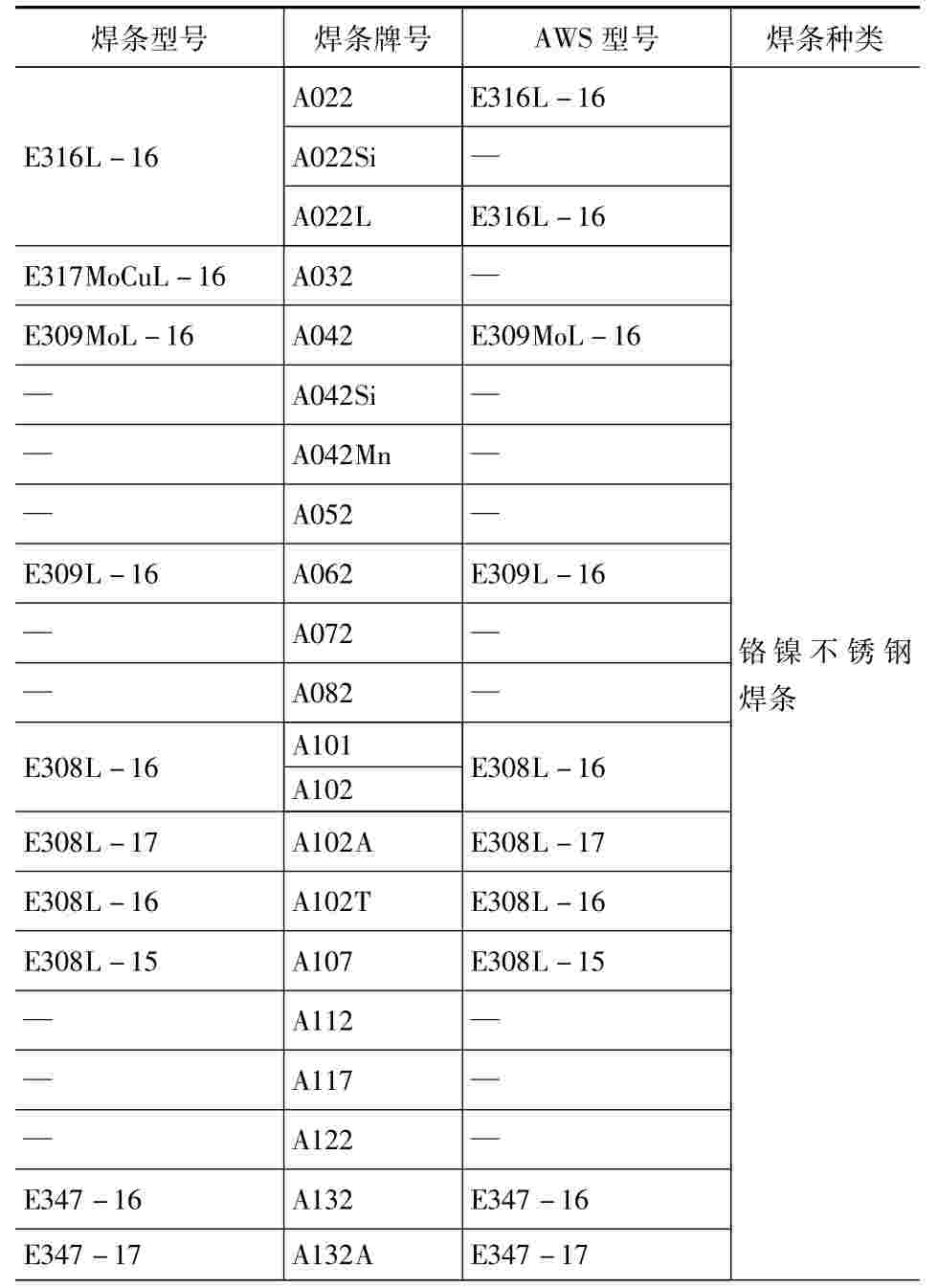
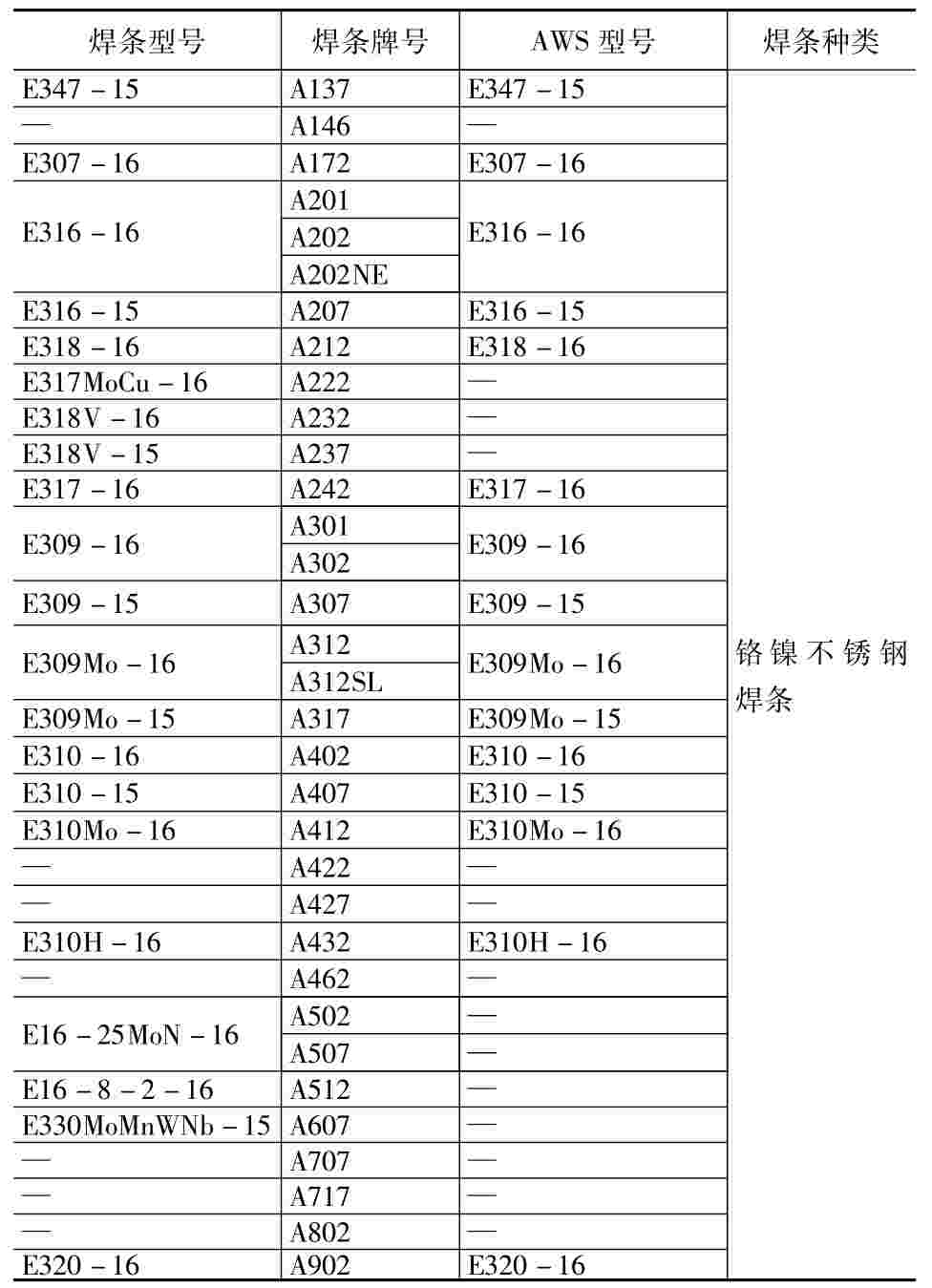
表3-10 不锈钢焊条牌号与型号及AWS标准型号对照
续表
续表
(1)不锈钢焊条型号编制方法。
《不锈钢焊条》标准规定,字母“E”表示焊条,“E”后面的数字表示熔敷金属化学成分分类代号,如有特殊的化学成分,该化学成分用元素符号表示放在数字的后面。短划“-”后面的两位数字表示焊条药皮类型、焊接位置及焊接电流种类。
型号后面附加的后缀(15、16、17、25、26)表示焊条药皮类型及焊接电源种类。后缀15表示焊条为碱性药皮,直流反极性焊接;后缀16表示焊条可以是碱性药皮,也可以是钛型或钛钙型药皮,交流、直流两用;后缀17是药皮类型16的变型,表示焊条为钛酸型药皮(用SiO2代替药皮类型16中的一些TiO2),焊接熔化速度快,抗发红性能优良,可交流、直流两用。后缀25和26焊条的药皮成分和操作特征与药皮类型15和16的焊条非常类似,药皮类型15和16焊条的说明也适合于药皮类型25和26。
不锈钢焊条型号表示方法如下:
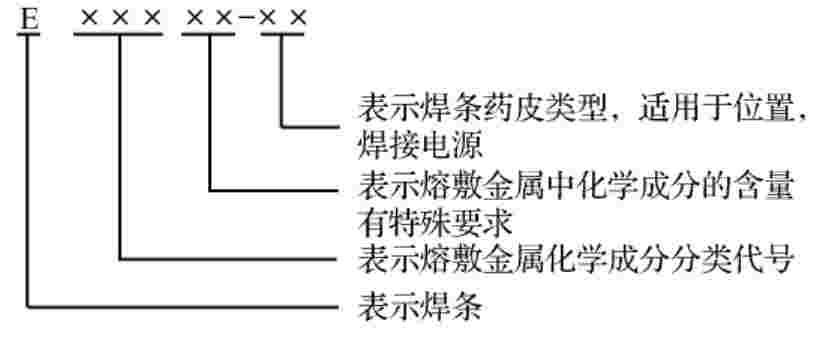
不锈钢焊条型号示例:E308-15表示不锈钢焊条;熔敷金属化学成分分类代号为308;焊条为碱性药皮,适用于全位置焊接,应采用直流反接。E410NiMo-26表示不锈钢焊条;熔敷金属化学成分分类代号为410;熔敷金属中对Ni和Mo的含量有特殊要求;焊条药皮为碱性或其他类型,适用于平焊和横焊位置,采用交流或直流反极性焊接。
(2)不锈钢焊条牌号编制方法。
焊条牌号首字母用“G”(或“铬”字)或“A”(或“奥”字),分别表示铬不锈钢焊条或奥氏体铬镍不锈钢焊条。牌号第一位数字表示熔敷金属主要化学成分组成。牌号第二位数字表示同一熔敷金属主要化学成分组成等级中的不同牌号,对同一组成等级的焊条、可有10个序号,按0、1、2、…、9顺序编排,以区别铬镍之外的其他成分,牌号第三位数字表示药皮类型和焊接电源种类。
不锈钢焊条牌号表示方法如下:
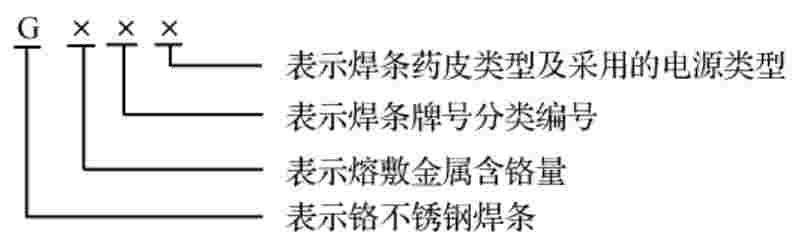
不锈钢焊条牌号示例:G202表示铬不锈钢焊条;熔敷金属含铬量约为13%;焊条牌号分类编号为0;钛钙型药皮,交流、直流两用。A022表示奥氏体不锈钢焊条;熔敷金属含碳量≤0.04%(超低碳);焊条牌号分类编号为2;钛钙型药皮,交流、直流两用。
4.堆焊焊条型号
堆焊主要用于提高工件表面的耐磨性、耐腐蚀性、耐热性等,也用于修复磨损或腐蚀的表面。
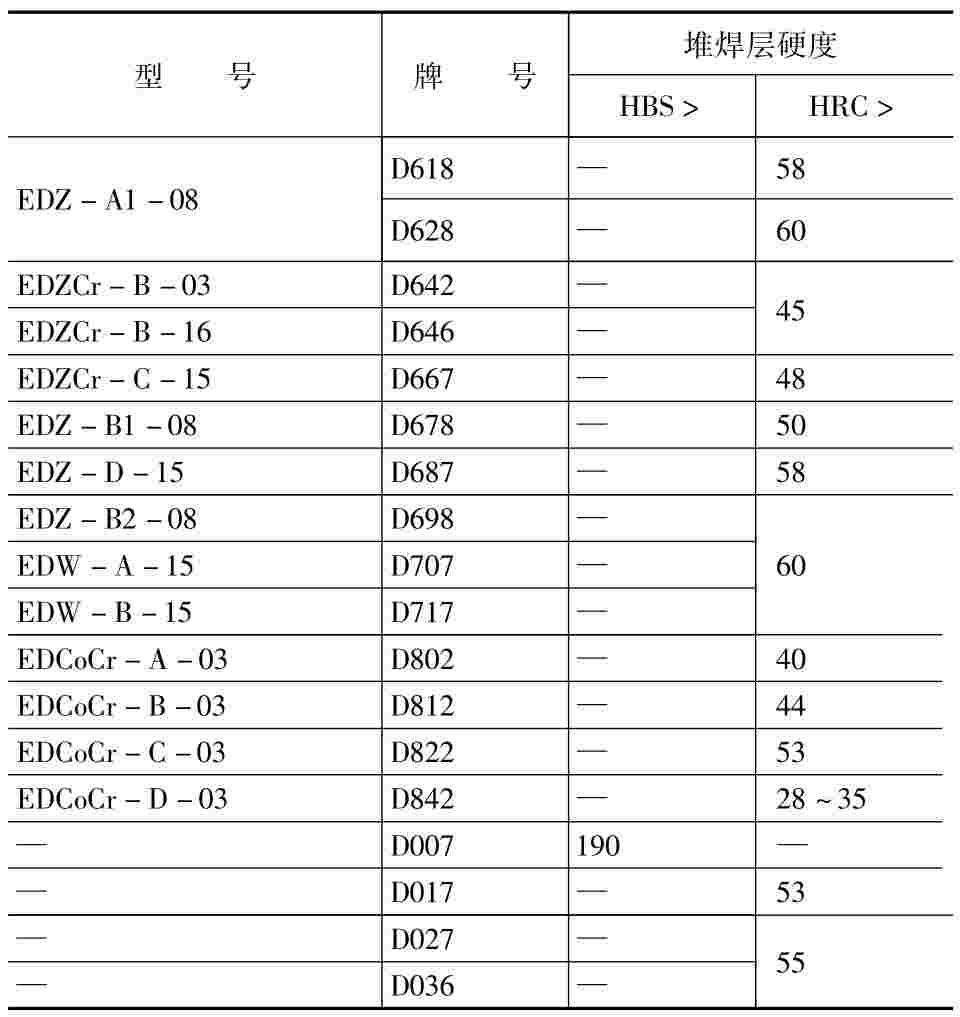
按照GB/T1984—2001《堆焊焊条》,堆焊焊条的型号按熔敷金属化学成分和药皮类型划分,见表3-11。堆焊焊条型号与牌号对照见表3-12。
表3-11 堆焊焊条划分
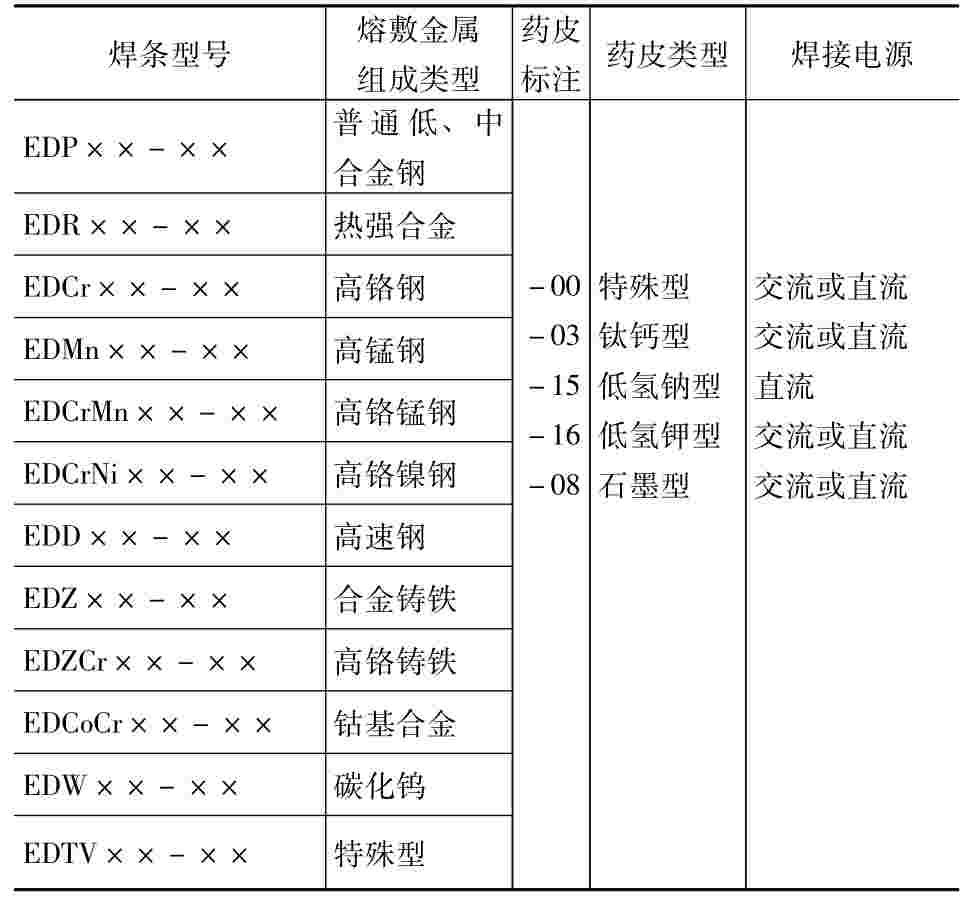
表3-12 堆焊焊条型号与牌号对照
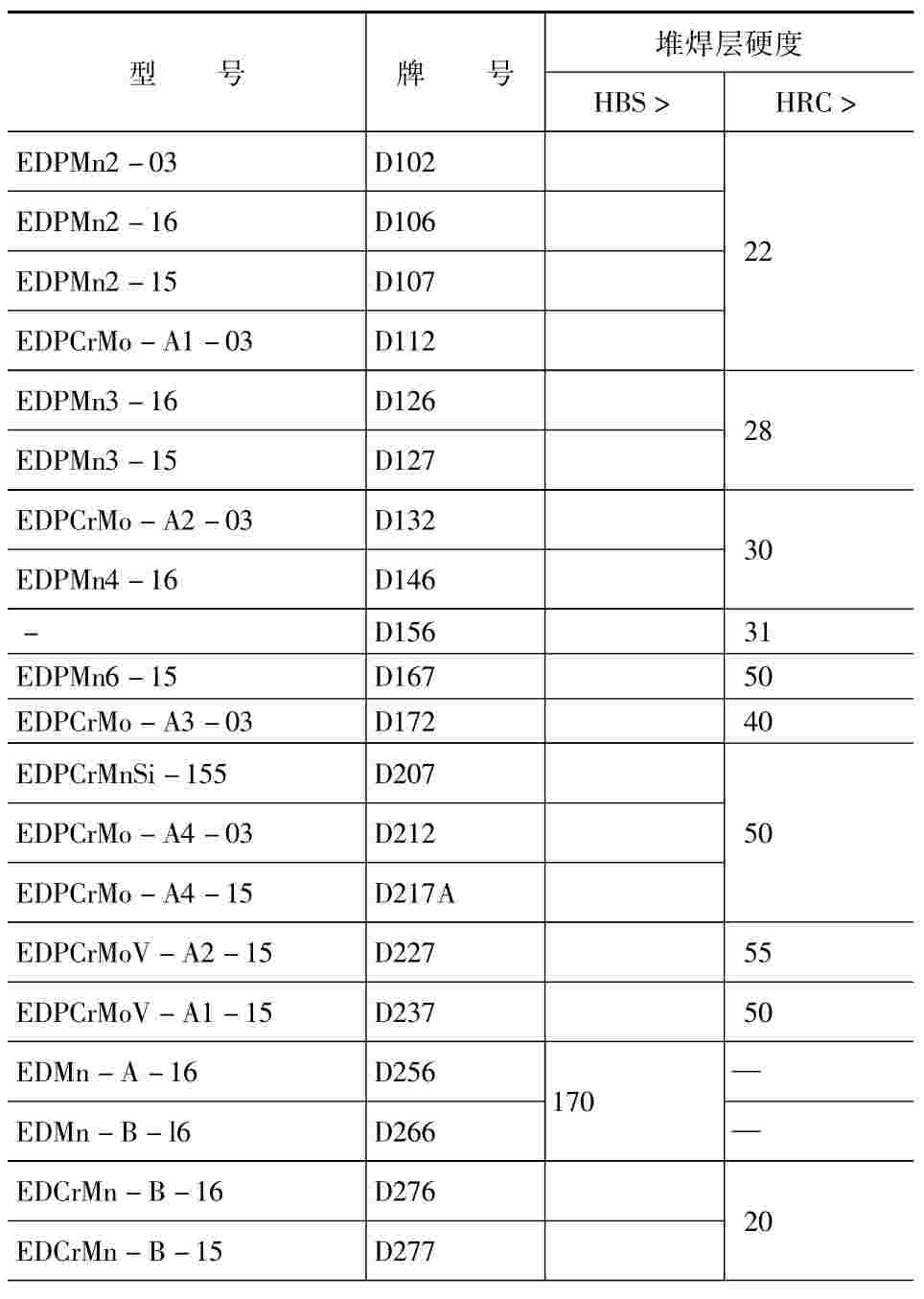
续表
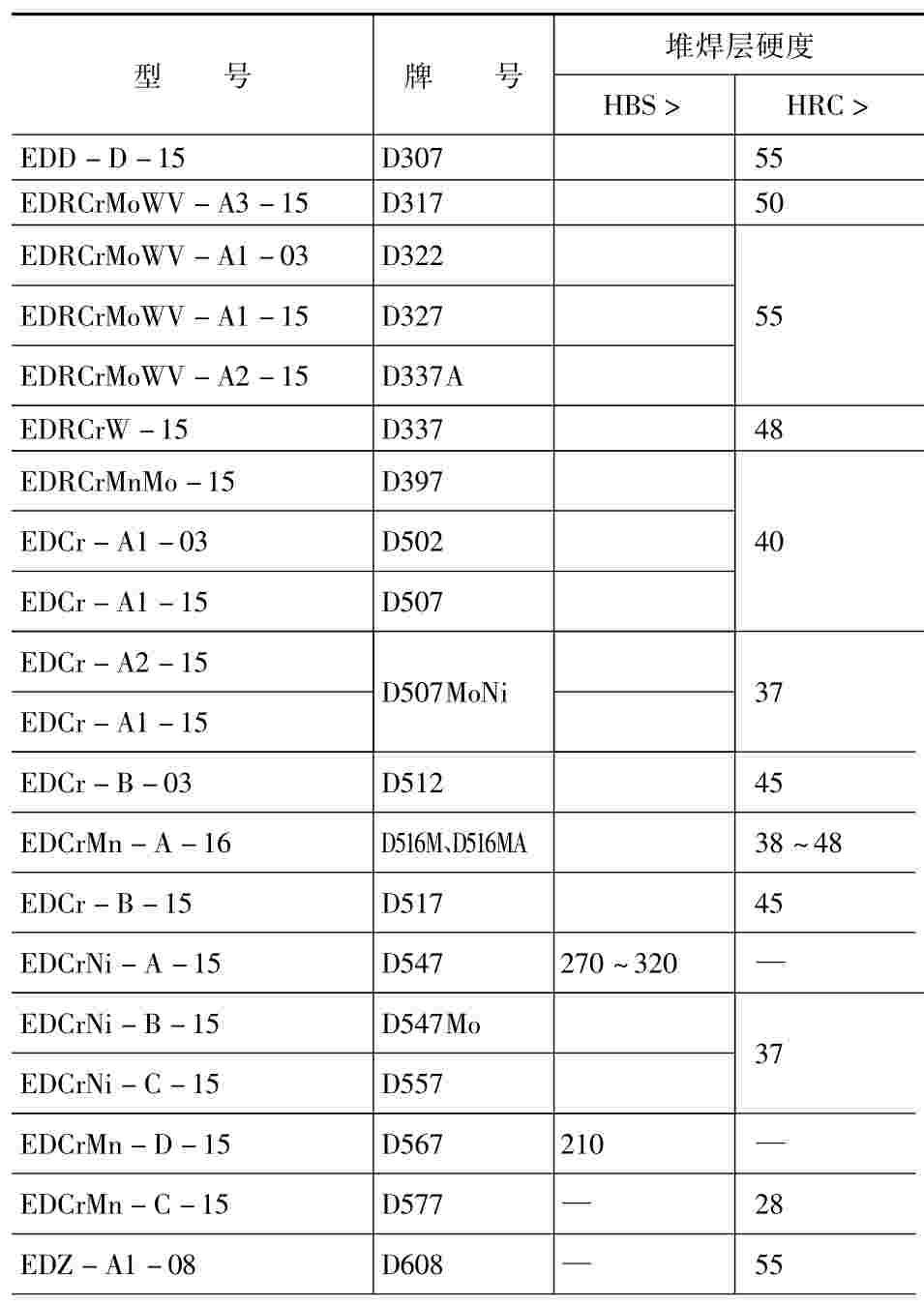
续表
(1)堆焊焊条型号标准方法。
首字母用“E”表示焊条;第二位“D”表示堆焊;型号中第三位至倒数第三位表示焊条特点,用拼音字母或元素符号表示堆焊焊条的分类。最后两位数字表示焊条药皮类型及焊接电源种类,并用短划“-”与前面符号分开。如在同一基本型号内有几个分类时,可用字母A、B、C等标志,再细分可加注数字,如A1、A2等。
堆焊焊条型号表示方法如下:
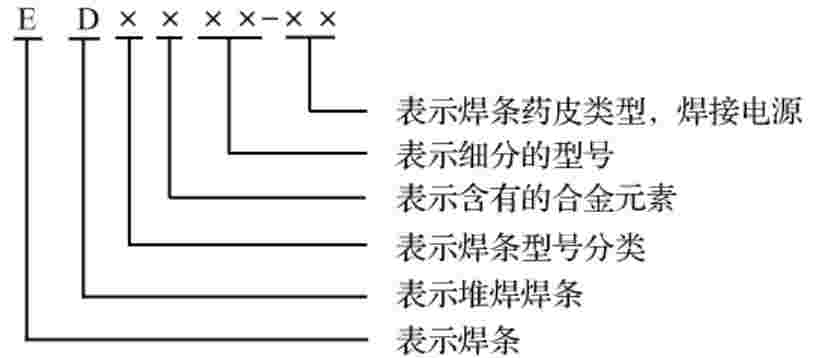
堆焊焊条型号示例:EDPCrMoA1-03表示堆焊焊条;型号分类为普通低、中合金钢;含有Cr和Mo合金元素;药皮类型为钛钙型,交流、直流两用。
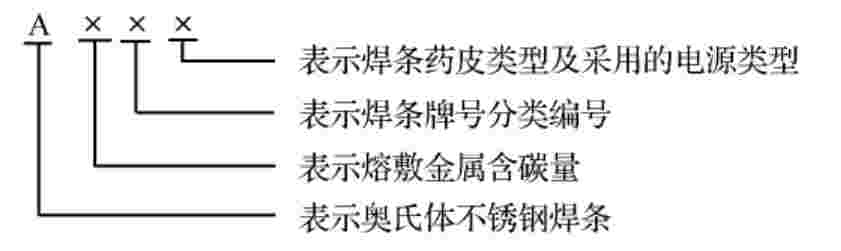
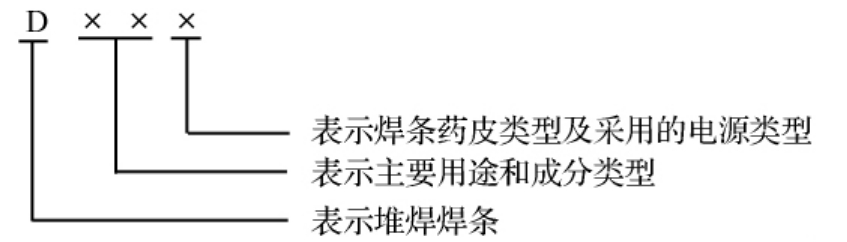
(2)堆焊焊条牌号标准方法。
焊条牌号用首字母“D”(或“堆”字)表示堆焊焊条。牌号前两位数字表示堆焊焊条的用途或熔敷金属的主要成分类型等,牌号第三位数字表示药皮类型和焊接电源种类。
堆焊焊条牌号表示方法如下:
5.铸铁焊条的型号
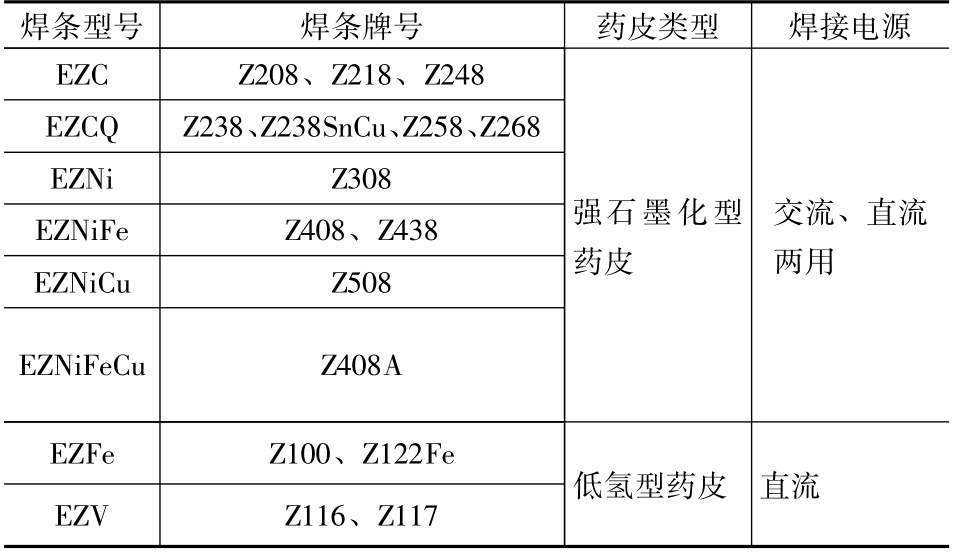
GB10044—1988《铸铁焊条及焊丝》规定,铸铁焊条型号按熔敷金属的化学成分及用途划分,见表3-13。铸铁焊条的型号和牌号对照见表3-14。
表3-13 铸铁焊条类别及型号
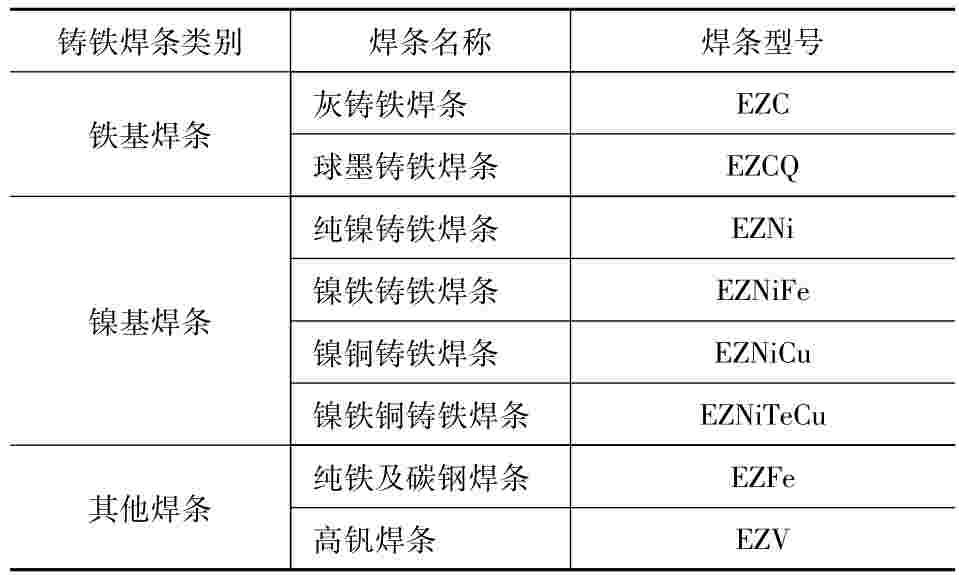
表3-14 铸铁焊条的型号和牌号对照
(1)铸铁焊条型号编制方法。
首字母“E”表示焊条,字母“Z”表示用于铸铁焊接;在“EZ”后面用熔敷金属主要化学元素符号或金属类型代号表示,再细分时用数字表示。
铸铁焊条型号表示方法如下:
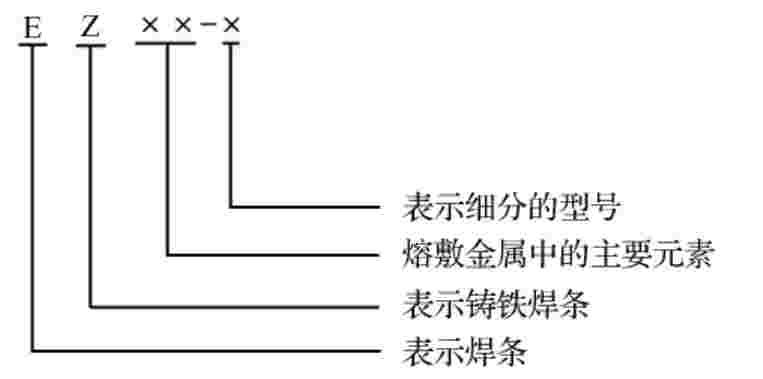
铸铁焊条型号示例:EZNiFe-1表示铸铁焊条;熔敷金属中的主要元素为镍和铁;细类编号为1。
(2)铸铁焊条牌号编制方法。
焊条牌号首字母“Z”(或“铸”字)表示铸铁焊条。牌号第一位数字表示熔敷金属主要化学成分组成类型;牌号第二位数字表示同一熔敷金属主要化学成分组成类型中的不同序号,对于同一成分组成类型焊条,可有10个牌号,按0、1、2、…、9顺序排列。牌号第三位数字表示药皮类型和焊接电源种类。
堆焊焊条牌号表示方法如下:
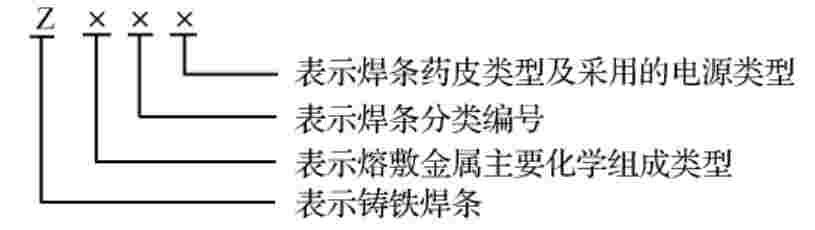
堆焊焊条牌号示例:Z308表示铸铁焊条;熔敷金属主要化学组成类型为纯镍;牌号分类编号为0;石墨型药皮,交流、直流两用。
6.有色金属焊条的型号
GB/T13814—1992《镍及镍合金焊条》规定了焊条型号、技术要求和试验方法,镍及镍合金焊条型号和牌号对照见表3-15。GB/T3670—1995《铜及铜合金焊条》规定了焊条型号分类、技术要求和试验方法,铜及铜合金焊条型号和牌号对照见表3-16。GB/T3669—2001《铝及铝合金焊条》规定了焊条型号分类、技术要求和试验方法,铝及铝合金焊条型号和牌号对照见表3-17。
表3-15 镍及镍合金焊条型号和牌号对照
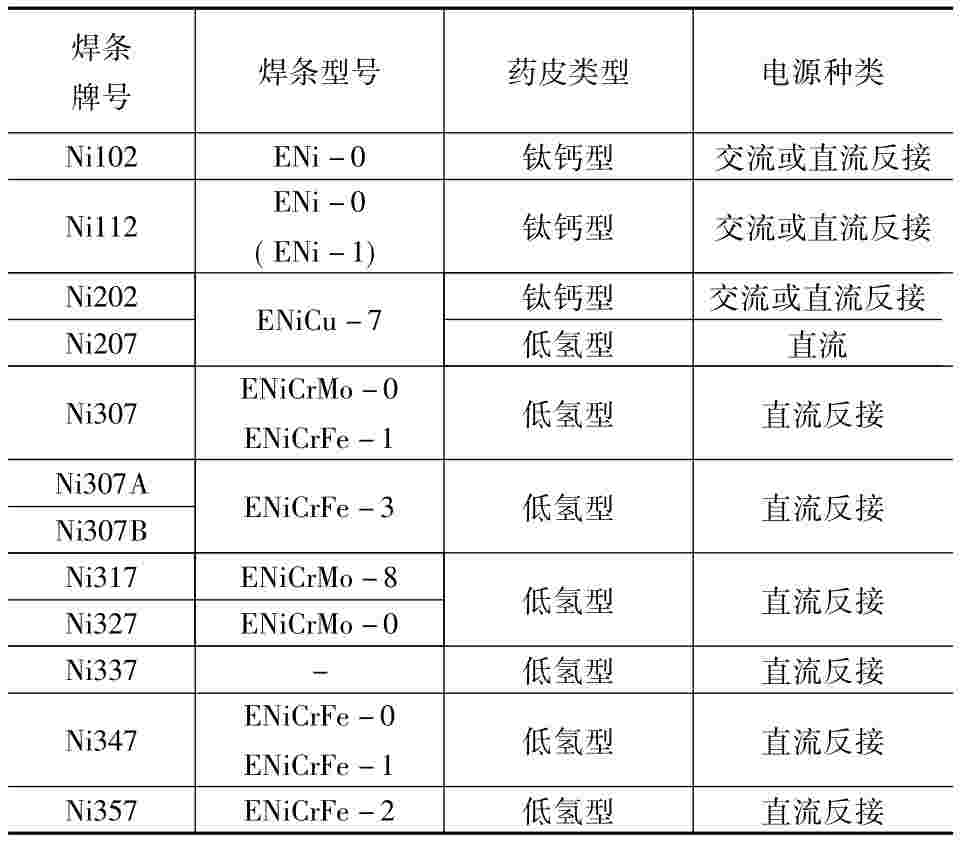
表3-16 铜及铜合金焊条型号和牌号对照
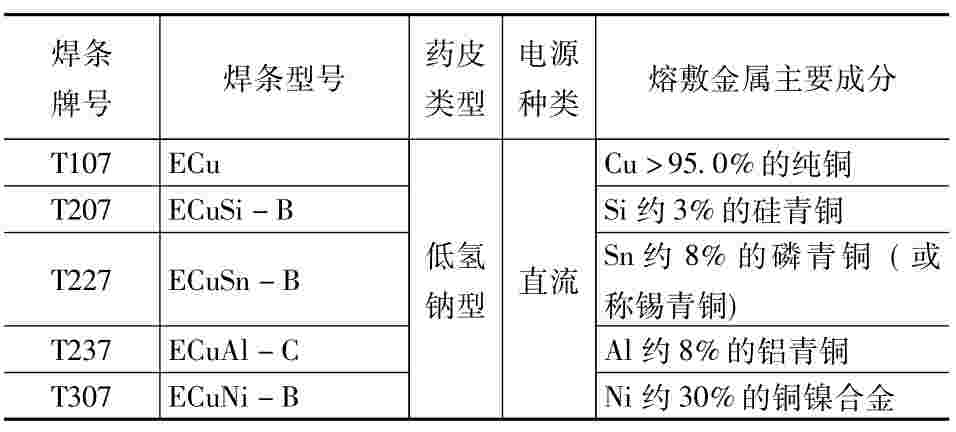
表3-17 铝及铝合金焊条型号和牌号对照

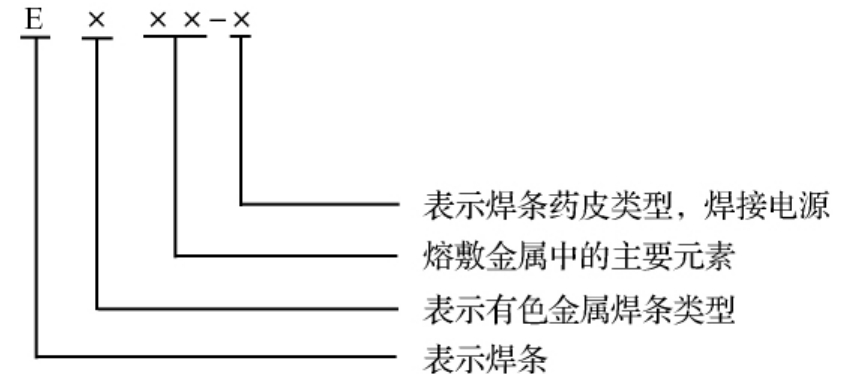
(1)有色金属焊条型号编制方法。
首字母“E”表示焊条,字母“Ni”表示镍及镍合金焊条,字母“Cu”表示铜及铜合金焊条,字母“Al”表示铝及铝合金焊条;其后的化学元素符号表示熔敷金属的主要成分;短划“-”后面的符号表示药皮类型和焊接电源种类。
有色金属焊条型号表示方法如下:
(2)有色金属焊条牌号编制方法。
牌号前加“Ni”(或“镍”字)、“T”(或“铜”字)、“L”(或“铝”字),分别表示镍及镍合金焊条、铜及铜合金焊条、铝及铝合金焊条。牌号第一位数字表示熔敷金属化学成分组成类型;牌号第二位数字表示同一熔敷金属化学成分组成类型中的不同牌号。对于同一组成类型的焊条,可有10个牌号,按0、1、2、…、9顺序编排。牌号第三位数字表示药皮类型和焊接电源种类。
有色金属焊条牌号表示方法如下:
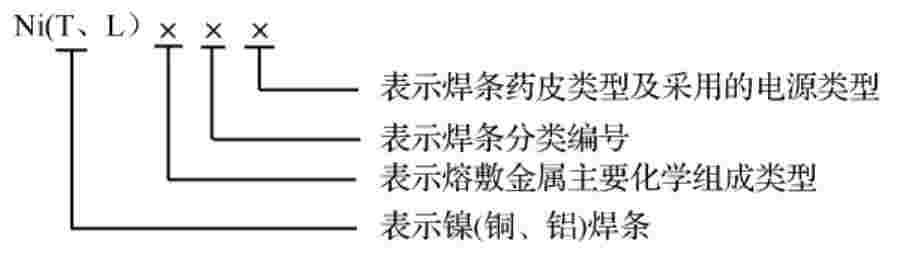
有色金属焊条牌号示例:Ni112表示镍及镍合金焊条,熔敷金属化学成分组成类型为纯镍,牌号分类编号为1,钛钙型药皮交流、直流两用。T307表示铜及铜合金焊条,熔敷金属化学成分组成类型为白铜,牌号分类编号为0,低氢钠型药皮,直流电源。L109表示铝及铝合金焊条,熔敷金属化学成分组成类型为纯铝,牌号分类编号为0,盐基型药皮,直流电源。




.jpg)
.jpg)
