
三、曲柄连杆机构异响故障检测与修复
通常曲柄连杆机构异响故障主要来自以下几个方面:
①连杆轴承盖的固定螺栓松动或折断;
②连杆轴承减摩含金烧毁或脱落;
③连杆轴承或轴颈磨损过甚,造成径向间隙太大;
④机油压力太低、机油变质或曲轴内通连杆轴颈的油道堵塞。常规按下列方法诊断,其流程如图2.34所示。

图2.34 曲柄连杆机构异响故障检测流程
1.活塞连杆组异响故障检测与修复
(1)活塞敲缸响
1)故障现象
①发动机怠速时,在汽缸的上部发出清晰的敲击声,好像用一小锤轻敲水泥地面产生的“嗒嗒嗒”的声音;
②发动机低温时响声明显,温度升高后响声减弱或消失,怠速或下中速时响声明显,中高速时减弱或消失;
③该缸断火后,响声减弱或消失。
2)故障原因分析
①活塞与汽缸壁间隙过大;
②汽缸壁润滑条件不佳。
3)检查与修复
①这种响声的特点是冷车明显,热车时减弱或消失,断火试验时响声减弱或消失;
②发动机在低中速运转时,可用手抖动油门检查,一般在收油门的瞬间响声较明显;
③可用听诊器具放在汽缸上部听察,并结合断火试验来确定哪个汽缸发响;
④经初步诊断确定为某缸发响后,为进一步证实,可将发动机熄火,卸下火花塞,往汽缸内注入少量机油,然后再装上火花塞启动发动机。如声音减弱或消失,一会儿后响声又起,或在启动着火后的几十秒钟内出现几声响,随后即消失,一会儿又出现几声,则可断定此缸敲缸响;
⑤有时遇到“反上缸”现象,即在断火试验时出现敲击响声,并由间断变为连响。这是由于活塞裙部锥度过大,致使活塞头部撞击汽缸壁所致;
⑥如冷车时响,热车不响时,可继续运行。大修出厂的车辆,在温度低于213K(40℃)时,允许有轻微响声。
(2)活塞拉缸响
1)故障现象
①此响声一般出现在发动机大修后的走合期。即发动机在怠速运转时出现“嗒嗒嗒”声,略像活塞敲缸的声音,而温度升高后,响声不但不消失,反而稍重一些,且有时还带有“吭吭”的声音,发动机稍有抖动现象;
②断火试验仍有响声,但严重拉伤后也出现活塞敲缸响,不过此时做断火试验时响声有减弱;
③拉伤到一定程度时,出现发动机突然熄火现象;
④严重时,从加机油口处往外冒烟。
2)故障原因分析
①活塞与缸壁间隙过小或活塞膨胀系数过大;
②活塞椭圆度不足或反椭圆;
③活塞头部尺寸大,活塞环背隙或端隙过小;
④活塞销与销座孔配合过紧,致使活塞变形胀大;
⑤机油不足或润滑孔道堵塞,润滑不良;
⑥发动机缺水,温度过高;
⑦发动机长时间高速运转,尤其在走合期内;
⑧全浮式活塞销未装锁环,半浮式活塞销固定螺钉未拧紧,活塞销轴向窜动拉缸。
3)检查与修复
①发动机运转中,出现类似敲缸的现象,但声音不是随发动机温度的升高而减弱消失,可初步断定为拉缸响声;
②拆下汽缸盖,检查缸壁的拉伤情况,并找出拉伤原因。如只是由于活塞与缸壁配合较紧而轻微拉伤时,可稍磨一下缸壁,仍可用原活塞装复。如拉伤严重,应重新镗缸,并用换加大活塞的方法修复。
(3)活塞销响
1)故障现象
①发动机在怠速或中速运转时,在发动机的侧上部可听到“嗒嗒嗒”的明显、清晰而尖脆的敲击声;
②用手拉油门,由怠速往下中速急速抖动油门时,响声非常明显,且清脆而连贯;
③发动机温度升高,响声不减弱;
④断火试验时响声减弱或消失,而恢复工作时的瞬间有明显的1~2下响声。
2)故障原因分析
①活塞销与连杆小头衬套配合松旷;
②活塞销与活塞的销座孔配合松旷;
③机油压力过低,曲轴箱内机油飞溅量不足,或连杆上的润滑油道堵塞,而造成活塞销烧蚀严重。
3)检查与修复
①抖动油门试验,即将油门置于怠速位置,然后向下中速抖油门,响声能灵活地随着变化,并且每抖一下油门,都能听到突出、尖脆、连贯的“嗒嗒嗒”响声,则可能是活塞销响;
②断火试验时,响声上缸比较明显。可将发动机稳定在响声较强的转速下,逐缸断火试验,当断开某缸后,响声明显减弱或消失,并在复火的瞬间,能灵敏而突出地恢复响声,可断定此缸活塞销响;
③如声响非常严重,并且发动机转速越高,响声越大。可在响声较大的转速下断火试验,如响声不但不消失,反而变得杂乱,一般是由于间隙大到了一定的程度所致;
④在发动机转速不断变化的情况下,将听诊器具触及在发响汽缸的缸体侧上部或汽缸盖上,可听到较清脆的响声,也可在加机油口处听到活塞销的清脆响声。
(4)活塞环漏气响
1)故障现象
①响声类似活塞敲缸响;
②在加机油口处察听,可听到特别清脆的响声,并有大量气体自加油口冒出,如将加机油口盖住,响声可显著减弱。
2)故障原因分析
①活塞环弹性过弱或缸壁有沟槽;
②活塞环质量不佳或活塞头部失圆。
3)检查与修复
①打开加机油口盖,于发动机高速运转时可听到类似活塞敲缸的响声,当收回油门时,响声即减弱或消失,同时在加油口处向外冒烟,可断定为活塞环漏气响;
②断火试验时,某缸断火后响声和烟气立即消除,可断定为该缸活塞环漏气,但多缸漏气时,上述现象则不明显;
③在初步判定的汽缸内倒入少许机油,然后启动发动机试验,如在启动后较短时间内,响声减弱或消失,则可进一步断定是该缸活塞环漏气响。
(5)连杆组的维修
连杆组的维修主要包括:连杆变形的检验与校正,以及连杆小端衬套的铰削。连杆变形(如图2.35所示)后,会使活塞在汽缸中歪斜,引起活塞与汽缸、连杆轴承与连杆轴颈的偏磨、敲缸、拉缸等。
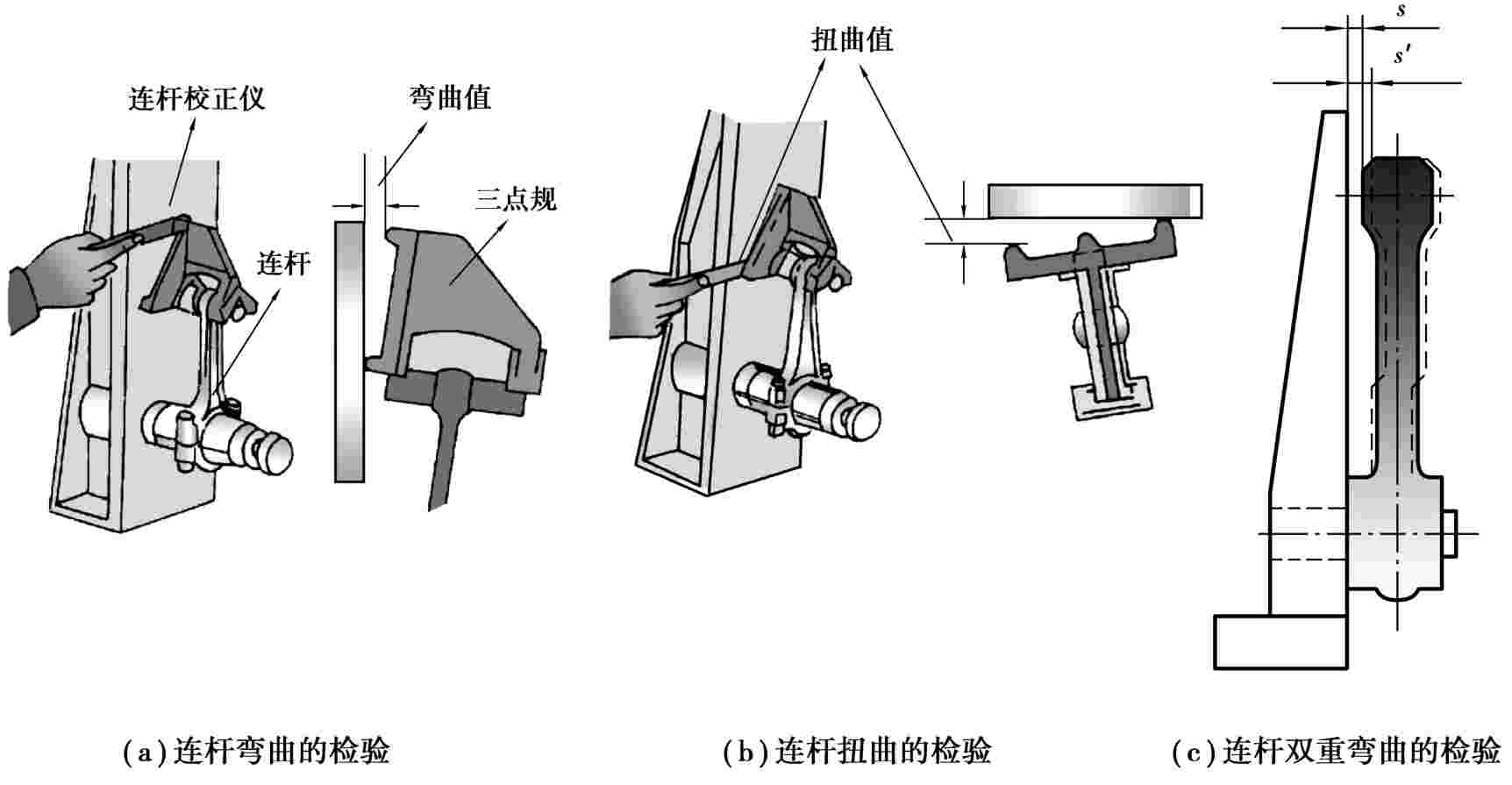
图2.35 连杆变形的检验
①连杆变形的校正:当连杆弯、扭变形并存时应先校扭后校弯,如图2.36所示。在校正连杆时,首先要记下连杆弯曲或扭曲的方向及其弯曲度和扭曲度的数值。
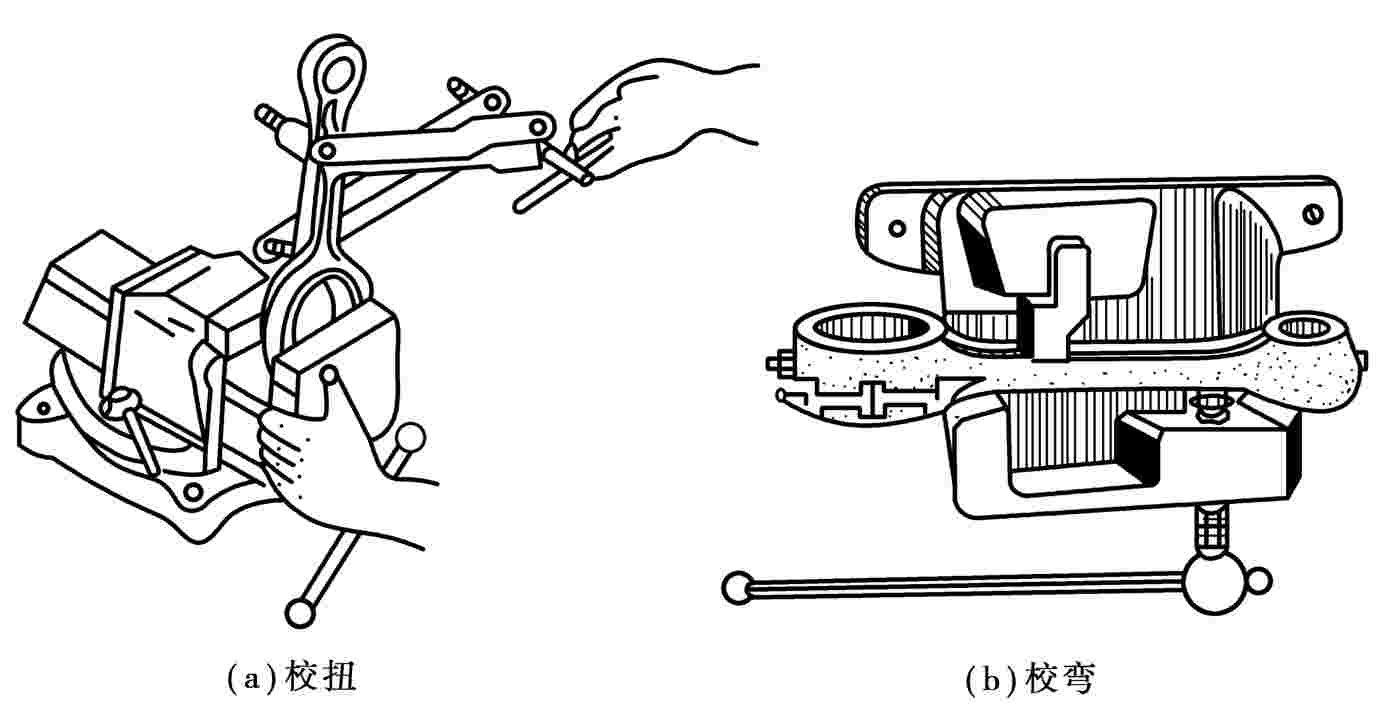
图2.36 连杆变形的校正
②活塞销的安装:在衬套压装前,应先将其与活塞销试配,如能勉强套入活塞销即为合适。如活塞销不能装入衬套或装入后松旷,则表明加工余量过大或过小,均应重新选用衬套。衬套压入后,便可根据选配好的活塞销的实际尺寸铰削(或镗削)衬套,使其与活塞销的配合符合规定。其步骤如下:选择铰刀-调整铰刀-铰削(如图2.37所示)-试配-修刮。
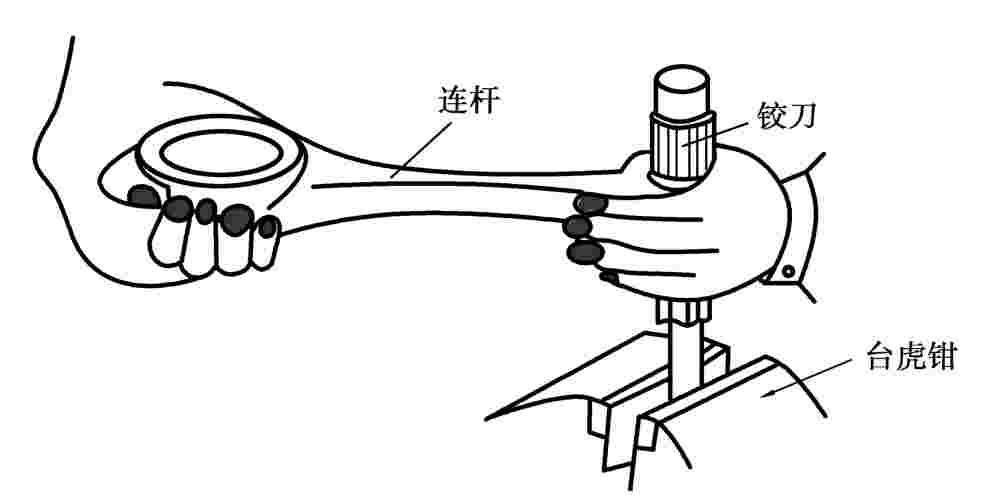
图2.37 铰削
(6)连杆轴承(瓦)异响的检测与修复
1)故障现象
①突然加速时,发动机有连续明显的敲击声,响声清脆,短促而坚实,并随转速的升高而增大,随负荷的增加而增强;
②发动机温度发生变化时,响声不变化;
③轴承严重松旷时,在怠速或下中速运转中,可听到“咯棱咯棱”的响声;
④断火试验,响声明显减弱或消失。
2)故障原因分析
①润滑不良或轴承配合不当而造成轴承(瓦)烧损;
②轴承质量不佳或装配间隙过松、过紧迫使轴承片变形而造成合金脱落;
③连杆轴颈失圆、与轴承接触不良而造成早期磨损。
3)检查与判断
①逐缸断火试验,从怠速往下中速,由下中速往中速抖动油门以及加火油门反复试验时,响声随发动机转速的增高而增大,微抖油门时可听到较复杂的“咯棱咯棱”的响声。此外,在加油门的瞬间响声更突出,断火试验响声减弱或消失,在复火的瞬间能灵敏而突出地恢复响声。此情况可断定为连杆轴承响;
②从加机油口处察听,有较强的“哨哨哨”的响声;
③车辆行驶中,如加大油门或由低速挡换入高速挡加油时,可听到有微小的“嗒嗒”响声,而慢慢加大油门或减轻负荷时,响声即消失;
④如在车辆行驶中突然听到“唧唧唧”的响声,好像在缺乏润滑油的情况下用大钻头在材质坚硬的钢材上钻孔时发出的声音,这一般是由于缺乏润滑油而烧瓦所发出的响声。出现这种响声时,曲轴有被抱住的可能。因此,应立即停车熄火并用手摇柄摇转曲轴。
2.曲轴飞轮组异响故障检测与修复
(1)曲轴的检测与维修
1)曲轴的检测(如图2.38所示)

图2.38 曲轴的检测
曲轴的检测主要包括裂纹检测、变形和磨损的检测。
①应该用磁力探伤法或浸油敲击法进行裂纹的检验。
②检验弯曲应以两端主轴颈的公共轴线为基准,检查中间主轴颈的径向圆跳动误差。
③将第一缸和最后一缸连杆轴颈转到水平位置,用高度尺分别测量第一缸连杆轴颈和最后一缸连杆轴颈至平板的距离。
④曲轴轴颈磨损的检验。
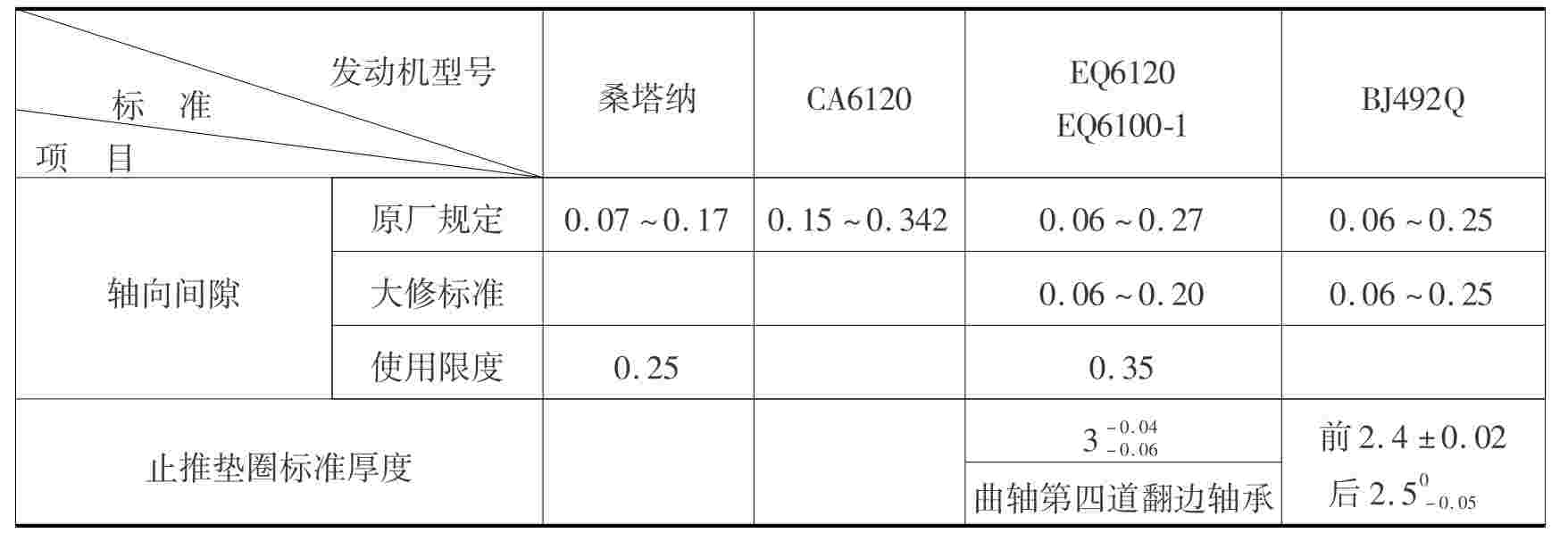
表2.6 常见车系主轴颈的间隙
2)曲轴的维修
通常采用冷压校正法(如图3.39所示)和表面敲击法(如图2.40所示)进行曲轴弯曲的校正。曲轴弯曲变形较大时,应分几次校正至合格,以防一次压弯量过大而造成曲轴折断。冷却压校正曲轴步骤如下:
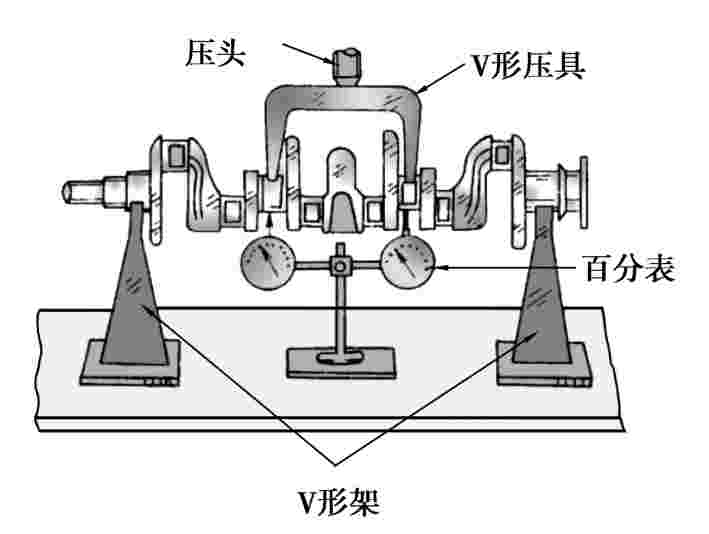
图2.39 冷压校正法
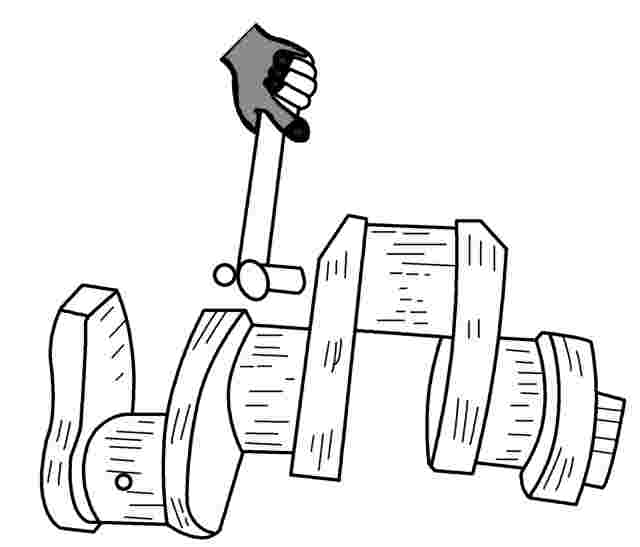
图2.40 表面敲击法
①用放在压床台面上的两个V形架支承起曲轴两端的主轴颈(与轴颈接触处垫以铜皮);
②转动曲轴,使弯曲凸面朝上,并将压头对准中间主轴颈,在V形压具与主轴颈接触处垫支铜皮;
③使百分表的触头垂直地抵在两道被压主轴颈的正下方,转动表盘使表针指向“0”刻度;
④用压床的压头向下缓慢增压,压弯量为曲轴弯曲量的10~15倍(球墨铸铁曲轴,此值不大于10倍),并保持压力1.5~2min,然后检查校正后的弯曲度,直至校正合格;
⑤将曲轴加热到573~773K,保温0.5~1h,进行时效处理,以消除冷压校正时产生的内应力,防止弯曲变形返弹。
(2)飞轮的维修
1)飞轮齿圈的磨损和轮齿折断
在启动发动机时,发动机小齿轮与飞轮齿圈的齿端会发生碰撞磨损,啮合时轮齿会发生磨损或折断。
2)飞轮端面的磨损
飞轮齿圈的齿面磨损后,可将齿圈翻面再用。当轮齿连续损坏崩齿3个以上,或齿圈已双面严重磨损,应更新齿圈。
当飞轮端面磨损成波浪形或起槽,深度超过0.5mm时,应采用车削或磨削的方法修平。
在更换飞轮或齿圈、离合器压盘或总成及修整飞轮工作平面之后,都应重新进行组件的动平衡试验。
上一篇:撰写开题报告应包括的内容
下一篇:所得税计算及纳税调整




.jpg)
.jpg)
