
1.2.3 金属的錾削
用锤子打击錾子对金属进行切削加工的方法叫做錾削。錾削主要用于不便进行机械加工的场合,如除去毛坯上的凸起、毛刺、浇口,以及分割材料、錾削平面和沟槽等。
1.錾削工具
錾削所用的工具主要是錾子和锤子。
(1)錾子 錾子由头部、錾身和切削部分组成,是用碳素工具钢(T7A或T8(a)锻造而成,经热处理其硬度达52~62HRC及刃磨时便可使用。
1)錾子的种类及用途 根据錾子的用途不同,一般分为扁錾、尖錾、油槽錾
① 扁錾 扁錾的切削刃较长,略带圆弧,切削面较扁平,如图1-43(a)所示。常用于錾削平面、切割、去凸缘、毛刺和倒角等。
②尖錾 尖錾的切削刃较短,两切削面从切削刃向錾身逐渐狭小,切削刃与錾身宽度方向呈“十字形”,如图1-43(b)所示。常用于錾沟槽,分割曲面、板料。
③ 油槽錾 油槽錾的切削刃较短,两切削面呈弧形,如图1-43(c)所示。主要用于錾油槽。
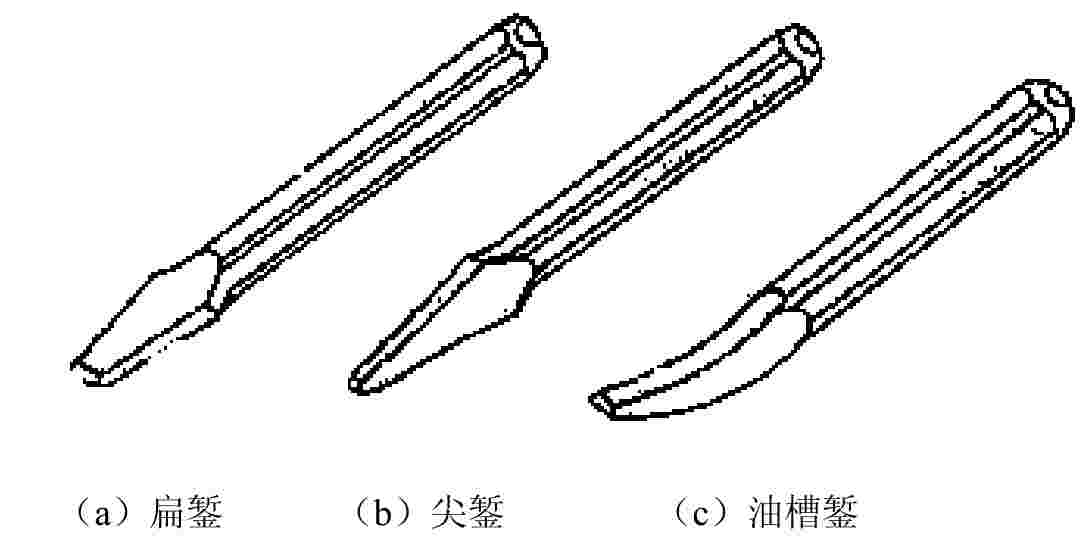
图1-43 錾子的种类
2)錾子的几何角度如图1-44所示
① 楔角(β0)是前刀面和后刀面之间的夹角。楔角的大小决定于切削部分的强度及切削阻力的大小。楔角大时,刃部强度较高,但是切削阻力较大。因此,在满足切削强度的情况下应尽量选择较小的楔角。
② 前角(γ0)是前刀面与基面的夹角。前角对切削力、切削变形都有影响,前角越大,切削越省力,切削变形就越小。由于γ0=90°−(β0+α0),所以当楔角与后角确定之后,前角的大小也就确定了。
③ 后角(α0)是后刀面与切削平面的夹角。后角的大小决定于錾子被掌握的方向,其作用是为了减小后刀面与切削平面的摩擦。后角越大,切削深度越大,切削越困难;后角太小容易造成錾子从工件表面滑过。一般錾削时的后角为5°~8°比较合适(如图1-45所示)。
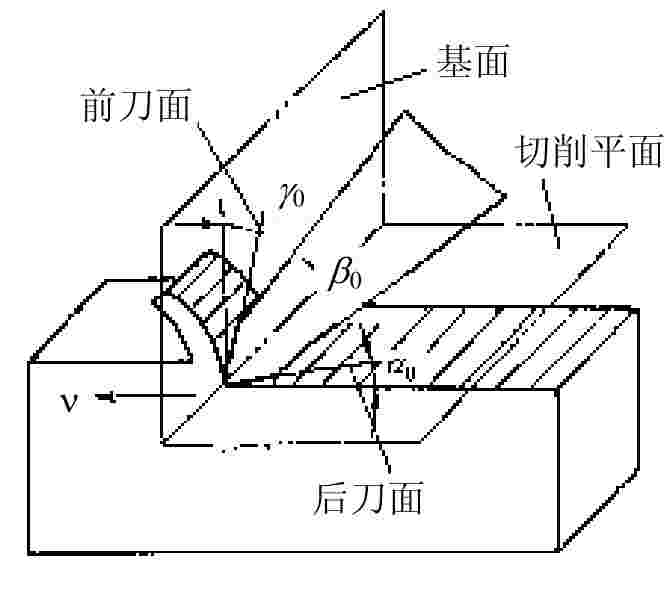
图1-44 錾子的几何角度
(2)锤子 锤子又称榔头,由锤头、木柄和楔子组成,如图1-46所示,锤子规格有0.25kg、0.5kg和1kg等。
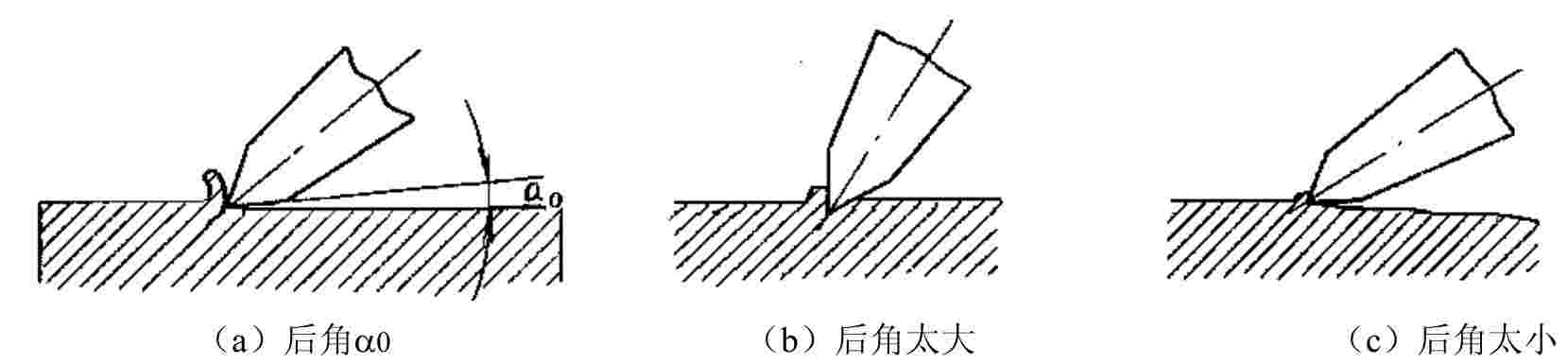
图1-45 后角及其对錾削的影响
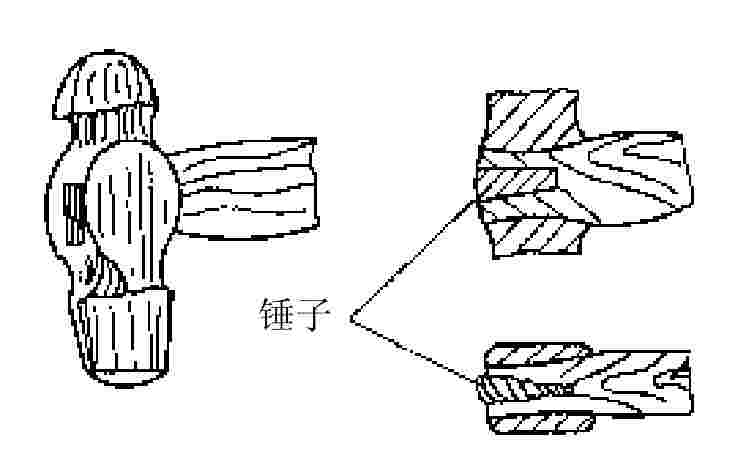
图1-46 锤子
2.錾削方法
(1)錾子的握法
握錾子的方法有两种:一种是正握法,如图1-47(a)所示,左手心朝下,大拇指和食指夹住錾子,其余三指夹住錾子,不能太用力,自然放松,捉拿錾子头部伸出20mm左右,此握法应用广泛。另一种是反握法,如图1-47(b)所示,左手手心朝上,大拇指放在錾子侧面略偏上,自然伸曲,其余四指向手心弯曲握住錾子,这种握法錾削力较小,錾削方向不容易掌握,一般在不便于正握时才采用。
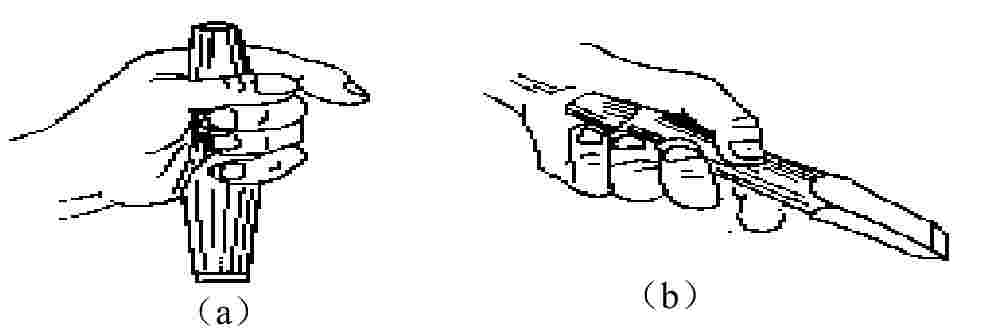
图1-47 錾子的握法
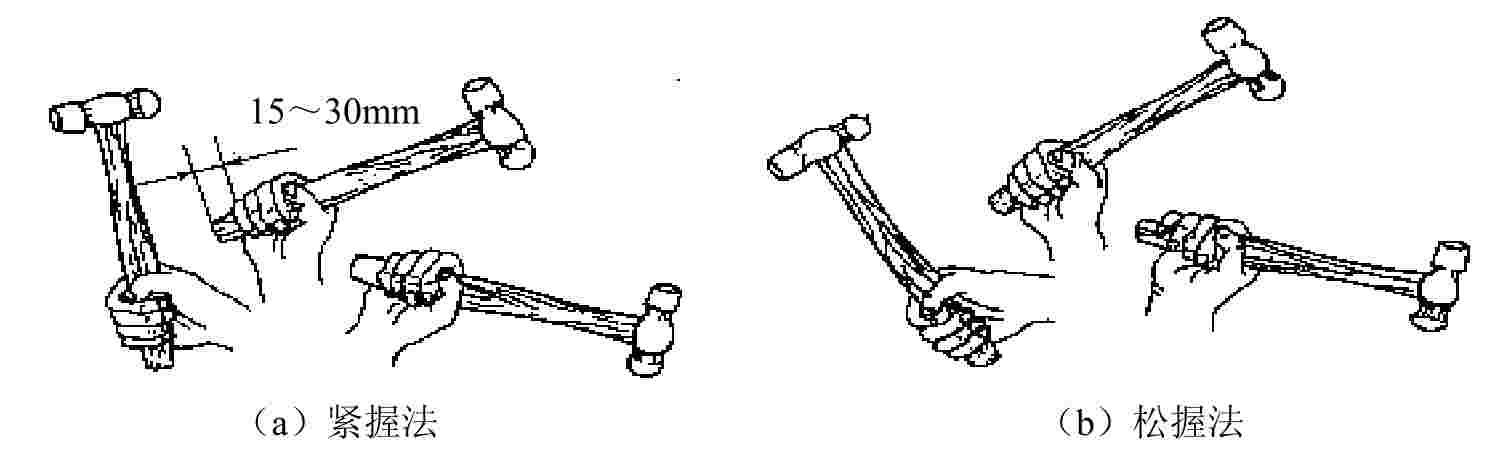
图1-48 锤子的握法
(2)锤子的握法
如图1-48所示,锤子一般采用右手的五指满握的方法,大拇指轻轻压在食指上,虎口对准锤头方向,不能歪向一侧,木柄尾部露出15~30mm。
(3)錾削姿势
为了能充分发挥较大的敲击力量,操作者必须保持正确的站立位置,如图1-49所示,左脚超前半步,两腿自然站立,人体重心偏向后脚,视线要落在工件的切削部位。
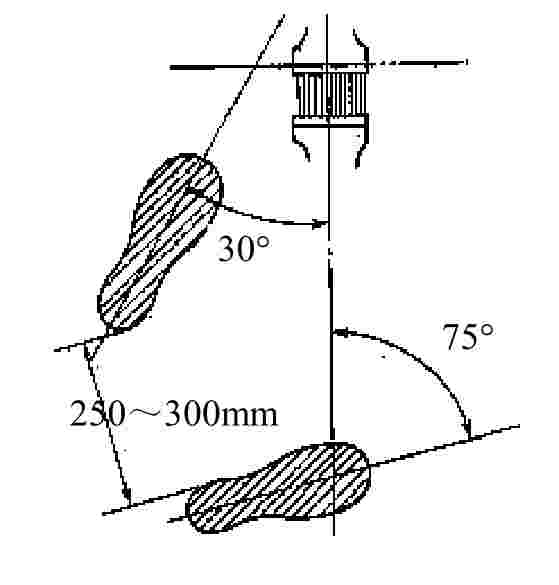
图1-49 錾削时的站立位置
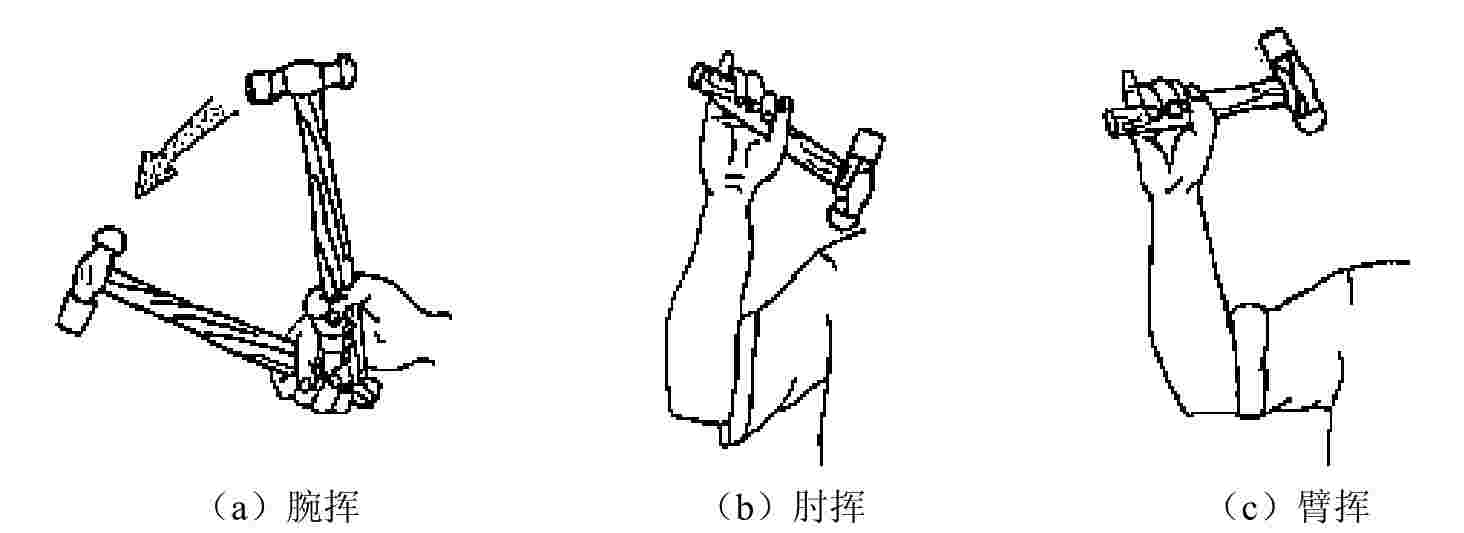
图1-50 挥锤的方法
(4)挥锤方法
挥锤有三种方法,即腕挥、肘绘和臂挥,如图1-50所示。挥锤时要根据錾削余量大小不同,选择不同的挥锤方法。当錾削余量较小及起錾和结尾,錾削力较小,此时,应选用腕挥,即五指紧握锤,用手腕运动进行挥锤;当錾削余量较大,挥锤幅度也较大,锤击力较大时,应选用肘挥,即用手腕与肘部一起挥锤;臂挥是手腕、肘和全臂一起挥动,其锤击力最大,一般用于需要大力锤击的工作。
(5)錾削要领
1)锤击时,目视錾刃,左脚用力,右腿伸直。
2)锤击动作要稳、准、狠、有力、有节奏,动作不能太快或太慢(一般腕挥为50次/min,肘挥为40次/ min)。
3)锤击力量的大小与锤子的重量和手臂提供的速度有关,锤子重量增加一倍,锤击能量增加一倍,而锤子击下的速度也增加一倍,锤击能量增加四倍,因此,锤子敲下去时应有加速度,以有效地增加锤击力。
(6)平面錾削方法
錾削平面时用扁錾进行,錾削余量约0.5~2mm,錾削时后角为5°~8°之间。平面錾削分为三个阶段:
1)起錾阶段 錾削时的起錾方法有斜角起錾和正面起錾两种,如图1-51所示。在錾削平面时,应采用斜角起錾,即先在工件的边缘尖角处,将錾子放成−θ,如图1-51(a)所示,錾出一个斜面,然后按正常的錾削角度逐步向中间錾削。錾削槽时,必须采用正面起錾,即起錾时全部刃口贴住工件錾削部位的端面,如图1-51(b)所示,錾出一个斜面,然后按照正常錾削角度进行錾削。
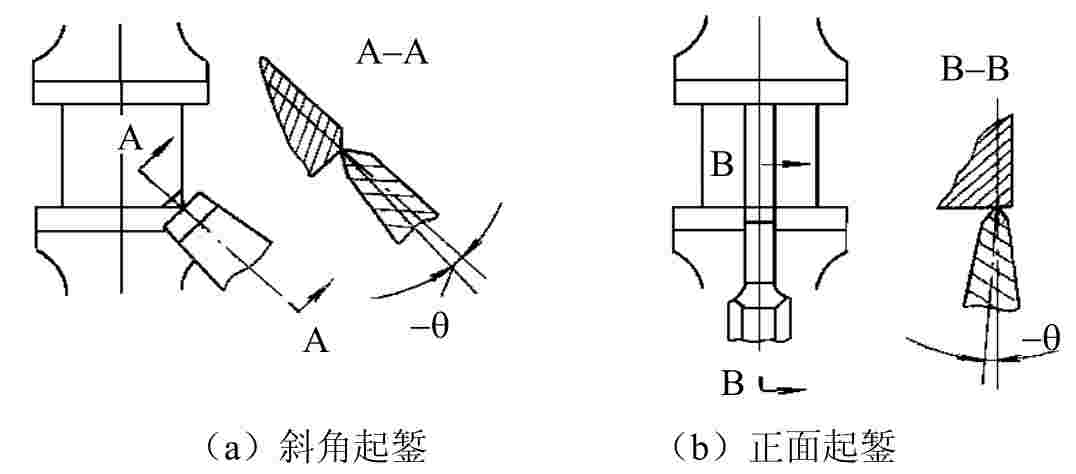
图1-51 起錾方法
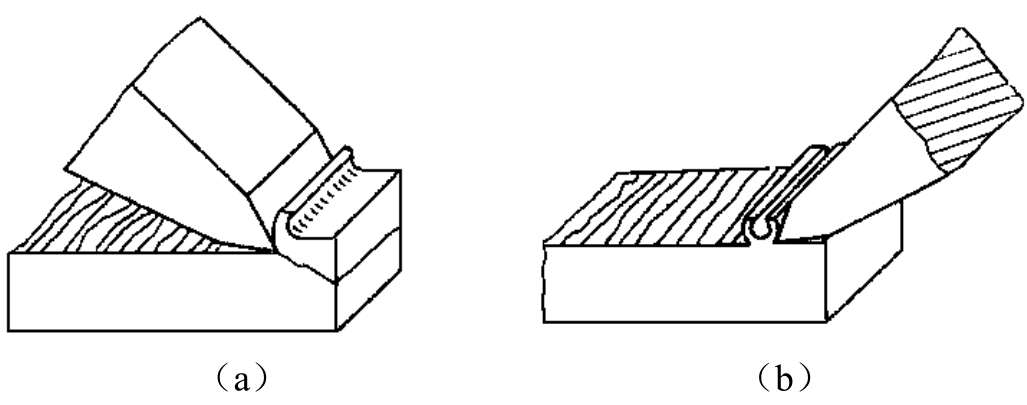
图1-52 尽头地方的錾削
2)錾削阶段 錾削时,錾子的前、后角靠操作者掌握。錾削两三次后,可将錾子后退一些,并做短暂的停顿,然后将刃口顶住錾削处继续錾削。
3)錾削结尾阶段 錾削到尽头15mm时,必须调头錾削,去掉剩余部分,尤其錾削铸铁、青铜等脆性材料时更应该如此。否则,最后剩余部分会崩裂,如图1-52所示。
上一篇:九国公约(九国间关于中国事件应适用各原则及政策之条约)
下一篇:滇西抗战研究文献




.jpg)
.jpg)
